Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
Fabricación aditiva con los materiales líquidos
{{{sourceTextContent.subTitle}}}
Evaluación de diversos procesos de fabricación aditivos con los líquidos y las gomas
{{{sourceTextContent.description}}}
El uso de los procesos de fabricación aditivos está aumentando dentro de usos industriales, pues traen algunas ventajas significativas del cliente comparadas a los procesos convencionales. La fabricación aditiva se basa sobre la estructura acodada de un componente. El tiempo de producción por lo tanto depende del volumen que se aplicará al componente. La forma geométrica de las capas individuales tiene una influencia de menor importancia. Esto da lugar a un mayor periodo de libertad del diseño, sin incurrir en tiempo extra y coste con pasos adicionales, tales como trabajar a máquina. Este proceso es particularmente conveniente para la producción de componentes geométrico complejos, tales como estructuras biónicas. El proceso del fichero del cad al componente acabado se automatiza en gran parte. De esta manera, los modelos iniciales de componentes se pueden producir rápidamente y rentable. Éstos y muchas otras ventajas han llevado al hecho de que la fabricación aditiva se ha establecido en muchos usos industriales. Particularmente, los procesos polvo-basados (por ejemplo el laser selectivo que sinteriza) y de fusiones (tales como capa fundida que modela) se utilizan, por ejemplo, para la producción de prototipos, y también para los componentes estándar.
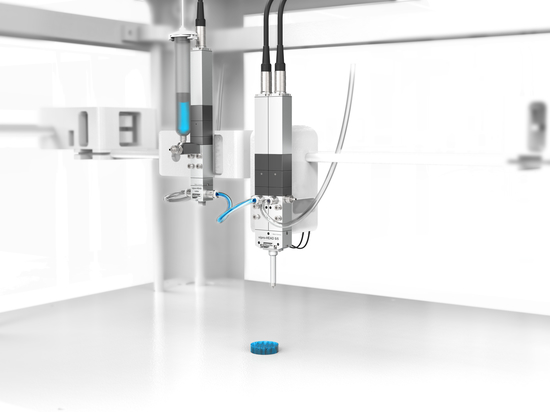
En cambio, los procesos de fabricación aditivos se basan en la protuberancia de líquidos. Esta área todavía está en su infancia, pero se está convirtiendo actualmente rápidamente. Particularmente, el gran número de nuevos materiales para la impresión 3D crea el gran potencial del uso para esta tecnología. Éstos incluyen, por ejemplo, el silicón (véase fig. 1), las resinas o las gomas del metal.
Este whitepaper mira las tecnologías existentes para la fabricación aditiva de componentes de los materiales líquidos. Las ventajas y las desventajas de los procesos individuales se presentan, así como los diversos parámetros de control para cada proceso para cambiar la cantidad aplicada.
Métodos para la producción aditiva con los líquidos y las gomas:
⦁ Unidad de dosificación neumática
⦁ Descenso-En-demanda (Jet-válvula)
⦁ Principio sin fin del pistón
Dispositivo de dosificación neumático
Con el dispositivo de dosificación neumático (método de la tiempo-presión), un envase se pone bajo presión definida. El líquido es extraído del mercado material por una fuerza de la presión aplicada al pistón (véase fig. 2).
El parámetro de control para este sistema es la presión aplicada al líquido. La deuda a las fluctuaciones de la temperatura o a las propiedades tixotrópicas del líquido, la viscosidad puede cambiar repentinamente. Esta diferencia en viscosidad, para una misma presión, resultados en diversas cantidades de líquido aplicado. El sistema por lo tanto no es distinguido por su estabilidad de proceso y no tiene ninguna alta exactitud de repetición.
Las condiciones de proceso que fluctúan (e.g temperatura o humedad) requieren un procedimiento diario de la calibración. Además, deseados chupan-detrás del material (“contraiga”) en la impresión 3D no son posibles con este método, puesto que la presión sobre el líquido puede ser reducida solamente y ésta no lleva a una corriente contraria del material.
Sin embargo, la puesta en práctica del sistema es muy rentable, pues es un sistema simple con pocos componentes y ningunos mecánicos complejos. Además, el peso de la cabeza de impresora es bajo comparado a otras cabezas de impresora. El grueso mínimo realizable de la capa depende de la aguja en la salida material y puede ser >0.2 milímetro bajo condiciones de proceso ideales.
Descenso-En-demanda (Jet Valve)
El sistema de la descenso-en-demanda utiliza una válvula del jet para aplicar el líquido. Similar a la tecnología de una impresora de chorro de tinta, ésta produce las gotitas muy finas que se echan en chorro sobre una plataforma constructiva. Hay un hueco de aire entre la válvula y la plataforma constructiva, tan no hay contacto entre la plataforma y la válvula. Los parámetros de control para el uso del material son el número de gotitas por unidad de tiempo y el tamaño de las gotitas. “BubbleJet” o la tecnología “piezoeléctrica” se utiliza generalmente para generar las gotitas. En el proceso de BubbleJet, una burbuja local del vapor es generada por un elemento de calefacción, que desplaza el material a través de su cambio volumétrico del tamaño y produce así un descenso.
Con las válvulas piezoeléctricas, el efecto piezoeléctrico inverso mueve un cilindro que expulse un descenso, tal y como se muestra en del cuadro 3. La frecuencia realizable de la gotita es cerca de 23 kilociclos.
Dependiendo de que el líquido se aplica con la válvula del jet, hay diversos términos para los procesos:
⦁ Uno de los primeros procedimientos históricos con una válvula del jet es la “carpeta que echa en chorro”. Una carpeta líquida se pone en una cama del polvo. Entre cada capa, un enjugador se mueve sobre la cama del polvo y aplica la capa siguiente del polvo al componente y al espacio de la asamblea. La cabeza de impresión dosifica la carpeta en los puntos deseados y por lo tanto solidifica el polvo. Con este proceso, los componentes se pueden producir de una variedad de materiales polvorientos, tales como almidón, yeso, aluminio y plástico. Si se teñe la carpeta, los componentes con cualquier pendiente del color son posibles. Además, no se requiere ningunas estructuras portantes, pues la cama del polvo apoya el componente. Algunos materiales requieren poste-tratamiento en el horno (sinterización) alcanzar mayor fuerza.
⦁ Otro sistema de la descenso-en-demanda es el proceso de “PolyJet” (el “echar en chorro material”). En vez de la carpeta, se utiliza un polímero fotosensible. El componente se compone del polímero, que se echa en chorro directamente sobre la cama de impresión. Por lo tanto, no se requiere ningún polvo como en echar en chorro de la carpeta. Cada capa aplicada se debe curar con la luz UV.
⦁ Un proceso recientemente desarrollado permite echar en chorro de silicones y por lo tanto la producción de componentes del silicón usando el principio de la descenso-en-demanda. Como con el proceso de PolyJet, el componente se cura con la luz UV después de cada capa.
Una ventaja grande de las cabezas de impresora del jet es su alta resolución, que se liga al tamaño de las gotitas. Esto permite que los gruesos mínimos de la capa del µm hasta 16 sean alcanzados con los materiales de poca viscosidad. El resultado es una calidad superficial muy alta en la cual el efecto de la capa es apenas sensible. Si el silicón con un de gran viscosidad se utiliza, la resolución posible más pequeña es actualmente 0,1 milímetros.
Durante la generación de las gotitas, una alta entrada de energía local se introduce en el líquido. La fuerza de esquileo resultante puede ser dañina a algunos materiales. Todos los sistemas basados en una válvula del jet tienen una desventaja: el líquido tiene que ser ajustado exacto al sistema de modo que el uso de la gotita trabaje según lo deseado. Esto significa que ningunos materiales estándar pueden ser utilizados, pero los líquidos especialmente adaptados deben ser procesados. Estos materiales especiales son sobre todo muy de alto coste.
Principio sin fin del pistón
La bomba progresiva de la cavidad, también conocida como el principio sin fin del pistón, es una de las bombas de dislocación positiva giratorias.
El sistema consiste en un rotor que se construya como una rosca de tornillo redonda con una echada grande y una profundidad grande. El estator elástico tiene el hilo doble y dos veces la longitud de la echada del rotor. Resultados de esta geometría en las cavidades cerradas con el mismo volumen definido entre el rotor y el estator, que son empujadas adelante por el movimiento del rotor. Los gracias a las cavidades cerradas, la bomba son autoadhesivos y por lo tanto una válvula en la entrada y el mercado no es necesaria. La salida material es volumétrica y directamente proporcional al ángulo de la rotación del rotor.
Combinando dos bombas, los materiales del dos-componente pueden también ser procesados. Ambos materiales cada uno se bombean en un mezclador estático y se mezclan. El ratio de mezcla es libremente a elección y se puede ajustar durante el proceso de producción.
Comparado a las otras cabezas de impresión, el diseño de los resultados del estator y del rotor en un diseño relativamente largo. En contraste con el sistema de la tiempo-presión, los requisitos de alta calidad puestos en los componentes de la bomba progresiva de la cavidad incurren en costes relativamente altos, que, sin embargo, permanece debajo de las de un sistema de la descenso-en-demanda.
Transportando el líquido en las cavidades, se generan las fuerzas de esquileo muy bajas, que es porqué el sistema es también conveniente para los medios esquileo-sensibles. Un punto esencial en la fabricación aditiva es la contracción material (“contraiga”). La dirección de la rotación del tornillo se invierte y el material se vuelve a la bomba. Esto crea una rotura definida del hilo. El goteo indeseado del material es por lo tanto previno.
Otra ventaja importante es la variedad de materiales que se puedan procesar con este principio. Éstos incluyen bajo a los líquidos muy altamente viscosos, a los líquidos con un alto contenido de llenador, a los materiales termosensibles y a los líquidos abrasivos. Los ejemplos concretos ya funcionando son silicones, poliuretanos, resinas de epóxido y cerámica.
Los gracias a la geometría especial del rotor y del estator, la entrega del líquido son pulsación-libres, que lleva a una anchura constante de las líneas generadas y de un contorno incluso externo.
Debido al volumétrico la dosificación de la adaptación a diversos diámetros de la boca es muy fácil. El diámetro interno más pequeño de las bocas es actualmente 0,2 milímetros. Por lo tanto los gruesos de la capa de <0.2 milímetro pueden ser alcanzados.
Resumen
Finalmente, debe ser dicho que los diversos procesos para la fabricación aditiva con los líquidos todos tienen diversas ventajas y desventajas. Depende de las propiedades requeridas del componente en cuanto al cual el proceso es el más conveniente.
⦁ Un sistema de la tiempo-presión puede ser la solución más eficiente para aplicar líquidos a la cama de impresión con viscosidades bajas y demandas más bajas en calidad componente.
⦁ los sistemas de la Descenso-en-demanda son particularmente convenientes si un nivel del detalle se requiere.
⦁ La ventaja de la bomba progresiva de la cavidad es la exactitud de dosificación muy alta, el proceso de 2 materiales del componente y la gama muy amplia de líquidos processible.

{{medias[104865].description}}