#Novedades de la industria
Conozca cuáles son los errores más frecuentes al realizar soldaduras exotérmicas
Conozca cuáles son los errores más frecuentes al realizar soldaduras exotérmicas
La soldadura exotérmica, o soldadura aluminotérmica, es un proceso químico que permite la unión molecular de dos o más conductores de manera perdurable. Esta fusión da como resultado una conexión más fiable y duradera, además de otorgar una conductividad igual o superior que la unión mecánica. Es por eso que su uso está muy extendido en los sectores ferroviario y eléctrico, más específicamente en los sistemas de puesta a tierra para garantizar la mayor seguridad de las uniones entre conductores.
¿Qué requisitos debe cumplir una soldadura exotérmica para considerarse una unión aceptable?
Para obtener una soldadura considerada como aceptable y segura se deben cumplir una serie de condiciones mínimas que garanticen que el proceso de soldadura aluminotérmica va a realizarse correctamente. Para ello, el molde de grafito debe de estar en las mejores condiciones, limpio y con las cavidades y la cámara bien definidas, de forma que los conductores y el polvo o las tabletas se ajusten adecuadamente. Por ese motivo la inspección en busca de algún defecto es muy importante.
Una vez considerados los primeros pasos, y para confirmar la validez de una soldadura, se tendrán en cuenta los siguientes aspectos:
El fundido debe cubrir completamente la cámara de soldadura o al menos cubrir la sección de los conductores, para mantener así sus propiedades.
El resultado no presenta porosidades superficiales de profundidad mayor a 1 mm.
La soldadura debe quedar libre de escoria sobre los conductores, cumpliendo además las condiciones anteriores.
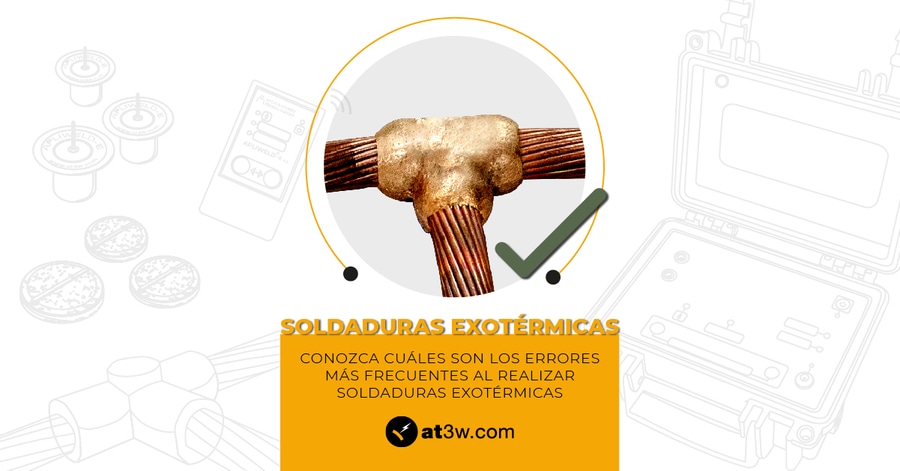
El color de la soldadura varía de dorado a cobre una vez se ha limpiado convenientemente.
Una buena soldadura es aquella que presenta un aspecto sólido, cobrizo, metálico y que cubre totalmente la superficie que marca la cámara de soldadura con el menor número de imperfecciones. Por otro lado, una soldadura resulta inaceptable por diversas razones que van desde el uso de la carga inadecuada hasta fallos en la estructura del molde.
Volviendo a la inspección de defectos en el molde de grafito y en la soldadura resultante, esta acción permite identificar las causas de un resultado rechazable para evitar que éste vuelva a repetirse de nuevo.
Errores más frecuentes a la hora de realizar una soldadura exotérmica
Si la soldadura aluminotérmica no cumple con los rasgos mencionados en el punto anterior, es posible que la unión no se haya realizado de forma adecuada y hayan surgido problemas. Éstas son las razones y errores más comunes que evidencian que una soldadura no es correcta:
Presencia de poros en la superficie soldada: la causa de este problema se debe a la humedad o existencia de impurezas en los conductores y/o en el molde. Para solucionarlo se debe volver a calentar el molde y limpiar o retirar adecuadamente los restos de combustibles, cintas, galvanizados, etc. en los conductores.
Falta de material en la soldadura: Este problema puede deberse a tres motivos diferentes:
Causa A: tensión en los conductores: al fundirse y cortarse los conductores se separan, por lo que el volumen a llenar en la cámara aumenta. Para evitar la separación es importante colocar fijadores de conductores, como el AT-059N.
Causa B: fuga de material de soldadura: inspeccionar y verificar el estado del molde es la principal solución a este problema.
Causa C: se ha utilizado un menor gramaje o una menor cantidad de tabletas de las requeridas. Consultar el etiquetado del molde o consultar al departamento técnico proveedor de los materiales para la soldadura exotérmica antes de realizarla es esencial para prevenir esta situación.
La falta de materiales puede dar lugar a fugas de material a través de los conductores, debido a que éstos o el molde se encuentren en mal estado. Emplear adaptadores de cables, como el AT-072N, pastas de sellado, como la AT-066N, o cambiar de molde solucionarían este problema.
Otra consecuencia de la falta de material puede ser que las pinzas empleadas para cerrar el molde no ejerzan la presión adecuada, y si no se dispone de una palometa para hacerlo el molde no se llegaría a cerrar correctamente.
Presencia de demasiada escoria alrededor del conductor: En este punto cabe destacar la importancia de diferenciar entre la escoria superficial y la que se deposita sobre el conductor. Se trata de escoria superficial si al eliminarla aparece la soldadura, dando lugar a un resultado óptimo. Por el contrario, si bajo la escoria aparece el conductor sin fundir, el resultado es rechazable, y puede deberse a que se ha utilizado una menor cantidad de polvo o tabletas o a una fuga de material.
Otras impurezas en el material: Puede darse el caso de que en los conductores y en el molde aparezcan impurezas debido al terreno o a los materiales presentes. Éstas deben ser eliminadas completamente:
Impurezas de barro: Deben eliminarse con un cepillo como el AT-061N para luego calentar con soplete.
Impurezas de grasas, fueles, aceites…: Pueden eliminarse mediante el uso de soplete o de un disolvente adecuado. En cualquier caso, luego calentar.
Impurezas de óxido, pinturas: Cualquier zona que presente óxidos (corrosión) para los conductores debe eliminarse, o la soldadura no podrá fundir ese material.
Otras impurezas: Cualquier material combustible debe quedar fuera del molde pues cualquier llama perjudica el resultado final.
Conozca Apliweld Secure+, la soldadura exotérmica de Aplicaciones Tecnológicas
La introducción del formato tableta en el sistema Apliweld Secure+, desarrollado por Aplicaciones Tecnológicas, es una innovación que ha supuesto significativas ventajas en la realización de soldadura exotérmica en cualquier red de tierras. Las cargas en tabletas Apliweld® Secure+, AT-020N y AT-021N, hacen posible todos los tipos de unión entre conductores por soldadura exotérmica con solo dos referencias.
Además, Aplicaciones Tecnológicas ha sustituido el iniciador inflamable en polvo y encendido con chisquero por el sistema de ignición electrónica a distancia (AT-100N) y el uso de iniciadores compactos no inflamables (AT-010N), garantizando una mayor seguridad en el campo de prevención de riesgos laborales.
La manipulación de las cargas en formato de tabletas y de los casquillos de ignición es mucho más sencilla que la de las cargas en polvo, reduciendo los costes logísticos, minimizando errores y mejorando la eficacia del progreso.
Este innovador formato en tabletas, junto al hecho de que no contiene material inflamable y que la soldadura puede realizarse desde una distancia segura hacen de Apliweld Secure+ la soldadura exotérmica más eficiente del mercado.
Asimismo, este sistema de soldadura exotérmica cuenta con la certificación de Underwriter Laboratories conforme a la norma UL Grounding and bonding equipment y con la recomendación del Instituto Nacional de seguridad, salud y bienestar en el trabajo.
Si quiere conocer más acerca de cómo realizar una soldadura aluminotérmica o cómo funciona el sistema de soldadura en tabletas puede hacer click aquí para acceder a una presentación de Apliweld Secure+ de Aplicaciones Tecnológicas, la soldadura exotérmica más eficiente y segura del mercado.





