Añadir a mis favoritos
Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés
haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Compartición de casos: microperforación 55xD en cabezal de ducha de silicio monocristalino con CNC ultrasónico
{{{sourceTextContent.subTitle}}}
Compartición de casos: microperforación 55xD en cabezal de ducha de silicio monocristalino con CNC ultrasónico
{{{sourceTextContent.description}}}
El silicio, el silicio monocristalino y el carburo de silicio son los materiales más populares para las duchas de semiconductores, que requieren muchos agujeros microprofundos. El láser es una forma habitual de hacer los agujeros. Sin embargo, las desventajas del láser también son obvias, como la mala calidad de la superficie, el largo tiempo de ciclo y la inconsistencia de los agujeros.
Cada vez más fabricantes han empezado a recurrir a soluciones CNC. Sin embargo, las propiedades de dureza y fragilidad de estos materiales provocan fácilmente astillamientos en los bordes de los orificios, mala calidad y precisión de la superficie de la pared del orificio, bajo rendimiento, escasa vida útil de la herramienta y baja eficacia, por no mencionar el elevado coste de cada pieza. Tomemos como ejemplo a nuestro cliente. Su objetivo es taladrar muchos agujeros microprofundos de D0,45 mm 55xD en un cabezal de ducha de silicio monocristalino.
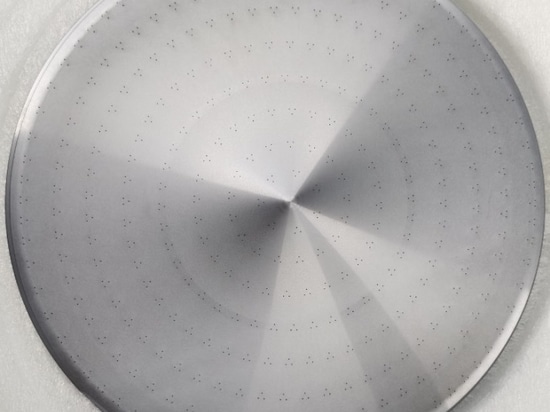
Pieza de trabajo: Cabezal de ducha semiconductor
Material Silicio monocristalino
Dimensiones del agujero: D0.45mm*24.75mm
Al principio, probaron el taladrado a dos caras porque los agujeros eran demasiado profundos, lo que provocaba fácilmente la rotura de la herramienta. Las marcas de la fresa en el interior de los orificios donde se encontraba el taladrado bilateral también suponían un gran reto. Además, la escasa rigidez y vibración de la broca empeoraban la calidad y pendicularidad de la superficie de la pared del agujero.
Desafíos:
- Rugosidad de la pared del agujero Sa ≥6,54μm
- Redondez del agujero ≥0,025mm
- Imposibilidad de controlar la perpendicularidad del agujero
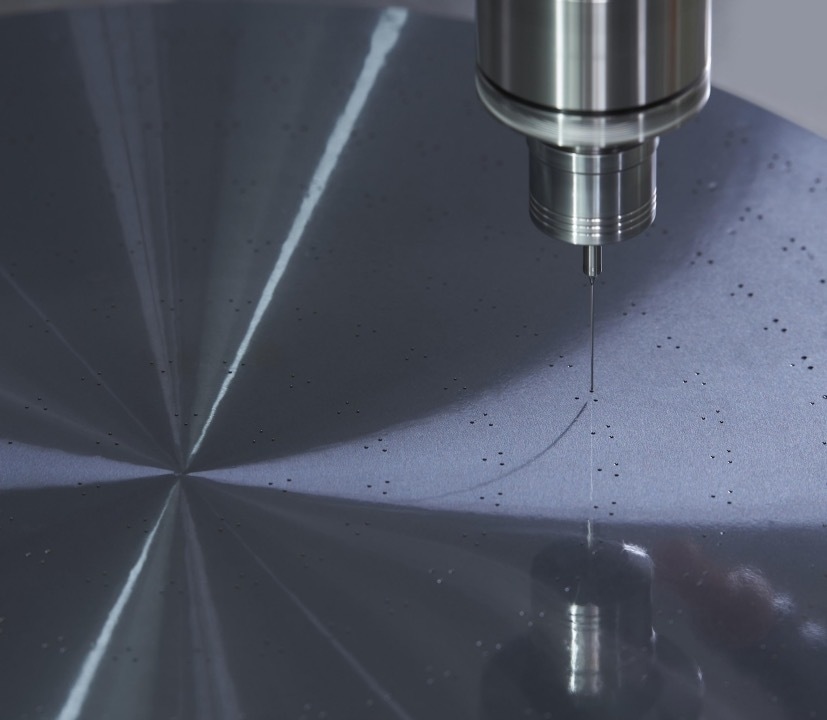
Para hacer frente a los problemas del cliente, Conprofe proporciona una solución híbrida con su Máquina Herramienta Ultrasónica y Microtaladro PCD Sólido. Con el Taladrado Ultrasónico, se aplican micro-vibraciones de 16kHz a 60kHz a la broca. La broca entra en contacto periódicamente con la pieza de trabajo y se separa de ella, lo que reduce la fuerza de corte en un 40%.
Los resultados de la perforación ultrasónica son asombrosos:
1. Perforación continua de más de 2.000 microagujeros ultraprofundos con una broca PCD sólida
2. No se observan virutas en los bordes de los orificios
3. Redondez del agujero de hasta 0,003 mm
4. Rugosidad de la pared del orificio reducida en un 99,8%, de Sa 6,540μm a Sa 0,013μm
Si usted también está trabajando con Materiales Duros-Frágiles en Semiconductores u otras industrias, especialmente si usted está en busca de Solución de Perforación de Micro Agujeros Ultra Profundos, ¡le invitamos a contactarnos y aprender más sobre los beneficios del Mecanizado Ultrasónico!
Sra. Esther HU
Directora Senior de Ventas
Tel/WhatsApp: +86-138 2607 9999
Correo electrónico: [email protected]
Web: www.conprofecnc.com