Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
fundición a presión en cámara caliente VS fundición a presión en cámara fría
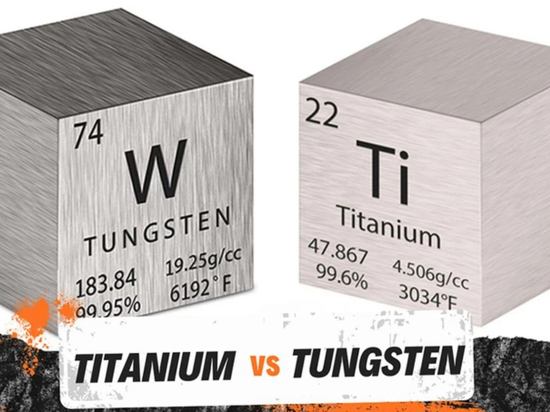
dos metales comunes fundidos a presión
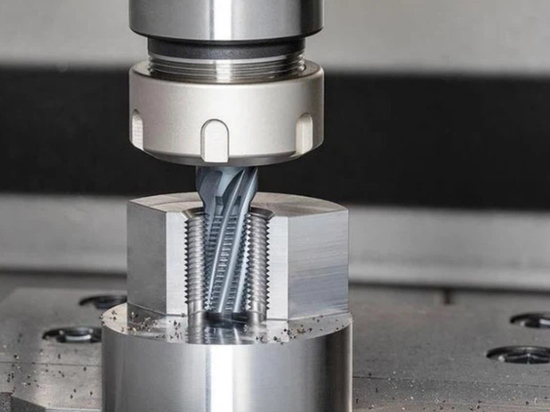
Durante el proceso de fundición a presión en caliente, el metal se precalienta a cierta temperatura antes de inyectarlo en el molde, normalmente mediante hornos eléctricos, calentamiento por inducción, para mejorar su fluidez y propiedades de llenado. Durante el proceso de inyección, el metal entra en el molde en estado líquido o parcialmente sólido.
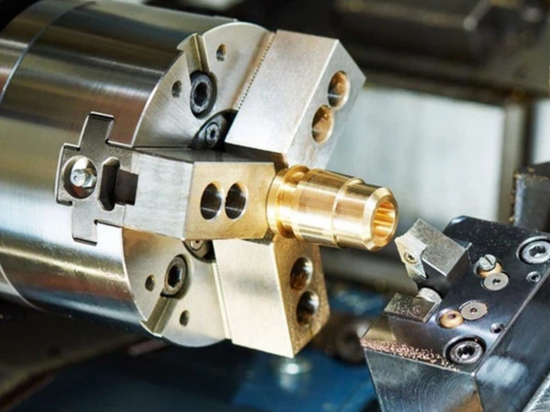
El material metálico seleccionado se procesa previamente en una forma adecuada, normalmente en forma de bloque o granulado. El material metálico se introduce directamente en la cavidad del molde mediante presión o extrusión, y se enfría y solidifica tras aplicar presión.
características: La fundición a presión en caliente requiere una temperatura elevada, normalmente superior al punto de fusión del metal; mientras que la fundición a presión en frío no requiere precalentar el metal.
▶Estado del metal: La fundición a presión en caliente inyecta el metal en el molde en estado fundido, mientras que la fundición a presión en frío inyecta el metal en el molde en estado sólido o semisólido.
▶Velocidad de producción: La velocidad de producción de la fundición a presión en caliente es relativamente lenta, mientras que la velocidad de producción de la fundición a presión en frío es relativamente rápida.
▶Consumo de energía: La fundición a presión en caliente consume más energía y necesita calentar el metal a una temperatura elevada; mientras que la fundición a presión en frío consume menos energía y no necesita precalentar el metal.
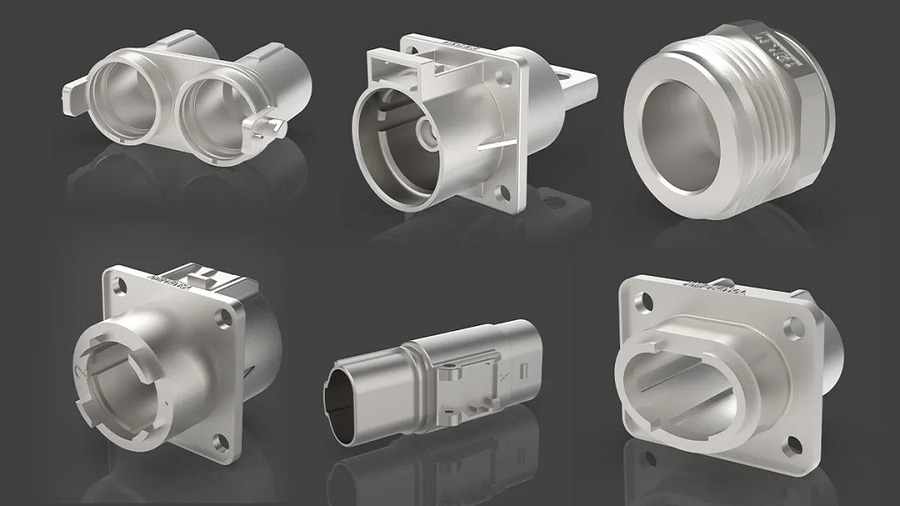
▶Precisión de conformado: la fundición a presión en caliente tiene una gran precisión de conformado, mientras que la fundición a presión en frío tiene una precisión de conformado menor y puede verse afectada por la fluidez del metal.
▶Calidad de la superficie: La calidad superficial de la fundición a presión en caliente es mejor, con menos poros y defectos, mientras que la calidad superficial de la fundición a presión en frío es relativamente pobre y puede contener poros y defectos.
▶Materiales aplicables: La fundición a presión en caliente es adecuada para metales de alto punto de fusión, como el aluminio y el cobre, mientras que la fundición a presión en frío es adecuada para metales de bajo punto de fusión, como el zinc y el plomo.
▶Escenarios aplicables: La fundición a presión en caliente es adecuada para escenarios que requieren alta precisión y calidad superficial, mientras que la fundición a presión en frío es adecuada para escenarios que requieren producción rápida y bajo coste.