Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
Sistema dual de incineración de residuos líquidos para 750.000 toneladas/año de propileno y proyectos de transformación derivados
{{{sourceTextContent.subTitle}}}
Sistema avanzado de incineración de doble línea para grandes instalaciones petroquímicas
{{{sourceTextContent.description}}}
Fecha de aceptación: marzo de 2023
Lugar: Qinzhou, Guangxi
Solución: TO (incinerador térmico de combustión directa)
Fuente de contaminación: Líquido residual que contiene ácido acrílico y sales grasas, líquido residual de alto valor calorífico, gas residual de alto valor calorífico, gas residual de bajo valor calorífico
Capacidad:
Línea 1: 1.178 kg/h de residuos líquidos + 9.000 kg/h de residuos líquidos + 3.704 Nm³/h de gases de escape
Línea 2 2.792 kg/h de residuos líquidos + 3.500 kg/h de residuos líquidos + 2.673 Nm³/h de gas de escape
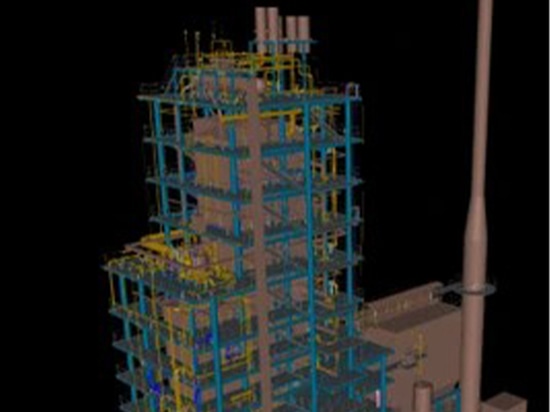
Este proyecto consiste en dos conjuntos de sistemas de tratamiento de líquidos residuales para la oxidación térmica de parte del líquido residual y los gases de escape generados por un complejo de tratamiento de 750.000 toneladas/año de propileno y derivados. El diseño de ingeniería corre a cargo de Ruiding Environmental Engineering Co. El proceso utiliza oxidantes térmicos de combustión directa (OT). En condiciones normales de funcionamiento, el líquido residual de alto poder calorífico se presuriza mediante la bomba del propietario y se envía a un atomizador de líquido residual situado en la parte delantera del horno. Tras la atomización con vapor saturado de 0,5 MPaG, se quema en la incineradora a alta temperatura. El líquido residual de bajo valor calorífico se presuriza de forma similar y se transporta a un atomizador situado en el hombro de la pared de la membrana, donde se atomiza con aire comprimido de 0,7 MPaG y se oxida a alta temperatura. El sistema también está equipado con quemadores de gases residuales para tratar los gases orgánicos. El oxidador térmico está diseñado para garantizar que los gases de combustión generados a partir del líquido residual y la combustión de los gases residuales tengan un tiempo de permanencia de al menos 2 segundos en el horno, con una temperatura de salida de los gases de combustión no inferior a 1.100°C.
Una vez completada la oxidación y reducción térmicas, los gases de combustión pasan por una caldera de calor residual, donde se enfrían a unos 170°C, lo que facilita su entrada en el sistema de eliminación de polvo situado aguas abajo. La caldera de calor residual recupera energía generando vapor sobrecalentado a 4,0 MPaG y 450°C, que puede utilizarse para precalentar los gases residuales entrantes y mejorar la eficiencia energética global. A continuación, los gases de combustión que contienen partículas finas entran en un filtro de mangas. A medida que el gas fluye a través de las bolsas filtrantes, el polvo se captura en la superficie exterior, garantizando que las emisiones de partículas cumplan las normas medioambientales nacionales. A medida que se acumula el polvo y aumenta la resistencia, se activa un sistema de limpieza por impulsos: los instrumentos de control abren válvulas de impulsos en secuencia, lo que permite inyectar aire comprimido (aire primario) a través de toberas, induciendo varias veces su volumen de aire secundario a través del venturi. Esto hace que las mangas filtrantes se expandan bruscamente y desprendan la capa de polvo.
Dado que la incineración a alta temperatura de aguas residuales y gases residuales genera una pequeña cantidad de NOx térmico y puntual, los atomizadores SNCR se instalan en ubicaciones específicas del horno donde la temperatura oscila entre 850 y 1.050°C. Mediante el proceso SNCR, estos inyectores consiguen la desnitrificación de los gases de combustión dentro del horno. Un ventilador de tiro inducido situado aguas abajo del filtro de mangas aspira los gases de combustión tratados y los expulsa por la chimenea cumpliendo las normas de calidad del aire ambiental. Tras superar con éxito las pruebas de aceptación, el proyecto entró oficialmente en servicio el 26 de marzo de 2023.