Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
Por qué le cuesta un flujo de materiales incoherente
{{{sourceTextContent.subTitle}}}
Descubra cómo una alimentación estable y una dosificación precisa mejoran la calidad y reducen los costes.
{{{sourceTextContent.description}}}
Cuando una pieza moldeada no pasa una prueba de caída, sale con vetas de color o muestra unos gramos de variación entre inyecciones, las primeras preguntas que se hacen casi siempre son sobre la máquina. Velocidad de inyección. Temperatura de fusión. La contrapresión. Diseño del molde. Perfiles de refrigeración.
Merece la pena comprobarlos todos. Pero antes de que ninguno de ellos entre en juego, hay un factor fundamental que determina silenciosamente la estabilidad del proceso:
La constancia con la que el material entra en la máquina.
La mayoría de los moldeadores suponen que el flujo de material es estable. Rara vez lo es. De hecho, es una de las fuentes de variación más subestimadas en la fábrica y una de las más fáciles de solucionar una vez que se comprende.
¿Qué entendemos realmente por flujo de materiales?
El flujo de material en el moldeo por inyección no se limita a la forma en que el polímero fundido llena la cavidad. Comienza mucho antes de que la masa fundida entre en el cilindro, y cada paso es importante.
Flujo desde silos o almacenamiento a granel
Transporte a silos o tolvas diarias
Alimentación a sistemas de mezcla
Dosificación de aditivos, masterbatch y remolido
Entrada en la garganta de la máquina
Si alguna etapa de esta cadena es inestable, todo el proceso de moldeo se vuelve reactivo en lugar de controlado. Los operarios acaban luchando en la máquina contra síntomas que en realidad fueron causados tres o cuatro pasos antes.
Dónde empiezan los problemas de flujo de materiales
1. Alimentación incoherente en la máquina
Los puentes, los agujeros de rata y la descarga deficiente de las tolvas interrumpen la alimentación uniforme al tornillo. Cuando la alimentación fluctúa, el proceso fluctúa con ella:
El peso de la granalla varía
La plastificación se vuelve inconsistente a medida que el tornillo recibe material irregular
El tiempo de recuperación del tornillo cambia
Aumenta la variación del colchón (la reserva de masa fundida en la parte delantera del tornillo se vuelve impredecible)
Los operarios suelen compensarlo ajustando los parámetros de la máquina, pero la inestabilidad subyacente permanece. Los sistemas diseñados para mejorar la descarga de material y la consistencia de la alimentación, especialmente cuando se trabaja con materiales difíciles o con un alto contenido de material triturado, estabilizan el proceso antes de que llegue al tornillo.
2. El factor vibración
La mayoría de los mezcladores gravimétricos se diseñaron para líneas de extrusión estacionarias. El moldeo por inyección es diferente. Cada ciclo de sujeción envía vibraciones a través de las células de carga del mezclador, y muchos sistemas no pueden distinguir entre un verdadero cambio de peso y una sacudida de la máquina. El resultado es una dosificación errática, modos de retroceso volumétrico o el montaje del mezclador fuera de la máquina en un soporte independiente, lo que añade costes, complejidad y otro paso de transferencia de material.
El software de compensación de vibraciones de TSM está especialmente diseñado para ello. El controlador reconoce los patrones de los ciclos de la pinza y los filtra, de modo que el pesaje sigue siendo preciso incluso cuando la máquina está sometida a fuertes ciclos. Durante las fases de movimiento más violentas, el sistema puede cambiar brevemente a un modo volumétrico basado en el tiempo para mantener la consistencia de la dosificación, y luego vuelve a la precisión gravimétrica total en cuanto la máquina se estabiliza, todo ello sin intervención del operario.
3. Variabilidad de las características del flujo de triturado
El material triturado no se comporta como el material virgen. Se diferencia en:
Densidad aparente
Forma de las partículas
Características de fluidez
Absorción de humedad
Escamas de corteza: densidad aparente, forma de las partículas y comportamiento de flujo variables - medidos en peso, no se supone que en volumen.
Si el material se dosifica volumétricamente, las fluctuaciones de la densidad aparente modifican directamente el porcentaje real que entra en el proceso. Una mezcladora ajustada a un 30% de material triturado puede suministrar entre un 25% y un 35%, ya que las características de los copos cambian a lo largo del cambio. Esa desviación aparece en la pieza moldeada como:
Variación del grosor de la pared
Propiedades mecánicas incoherentes
Defectos cosméticos
Mayores tasas de rechazo
Los sistemas de mezcla gravimétrica, como las mezcladoras gravimétricas por lotes OptiMix y la TSM MultiBlend, miden el material por peso, no por volumen. Las proporciones exactas se mantienen incluso cuando las características del flujo cambian de un lote a otro. El flujo de material se controla, no se presupone.
Un ejemplo práctico: cuando la carga de carbonato cálcico no se dispersa uniformemente, las piezas desarrollan puntos débiles donde se ha concentrado la carga. El plástico es el pegamento, el relleno no se adhiere. Los operarios suelen reaccionar añadiendo más relleno, lo que agrava el problema. La verdadera solución es mejorar la dispersión, no añadir más material.
4. Estabilidad de la dosificación de aditivos y masterbatches
Los aditivos y los masterbatches son los componentes más sensibles de toda la cadena de flujo. Una desviación del 0,5% en una dosis de masterbatch del 3% supone un error del 17% en la concentración de color y se manifiesta inmediatamente en forma de rayas, desviación del tono o aspecto defectuoso de la pieza.
La norma industrial para la dosificación de masterbatches suele ser del 2-3%. Cuando una planta funciona al 4% o al 5%, rara vez es porque la pieza necesite realmente tanto color, sino casi siempre porque los operarios han aumentado el porcentaje para compensar una incoherencia visible. La dispersión es mala, el color parece desigual, así que la respuesta es añadir más. Los costes de material aumentan. El problema subyacente sigue exactamente donde estaba.
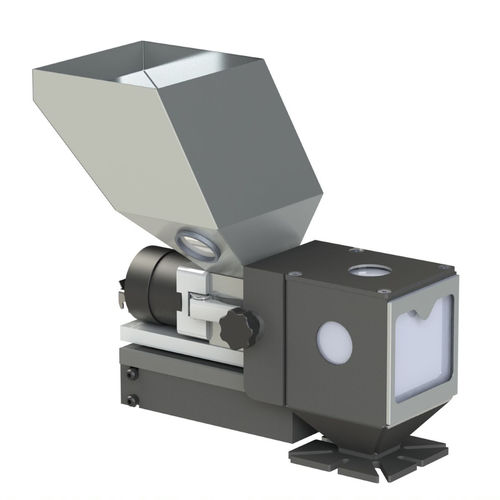
Los sistemas de dosificación gravimétrica de alta precisión como OptiFeed SLIW Gravimetric Dosing miden y ajustan continuamente la velocidad de dosificación, proporcionando un flujo de aditivo estable independientemente de la variabilidad aguas arriba. El resultado es precisión sin sobredosificación y, a menudo, una reducción real del consumo de masterbatch una vez establecida la consistencia.
El vínculo entre el flujo de material y la consistencia de disparo a disparo
El moldeo por inyección es un proceso repetitivo. La estabilidad depende de la repetibilidad.
Si el flujo de material fluctúa mínimamente, cada inyección comienza con una condición de material ligeramente diferente. Esto afecta a la homogeneidad de la masa fundida, la recuperación del husillo, la estabilidad de la presión y el equilibrio de llenado de la cavidad en moldes de varias cavidades. A lo largo de miles de ciclos, estas pequeñas variaciones se acumulan y se convierten en verdaderos problemas de desecho y calidad.
Mezcladores gravimétricos por lotes OptiMix 600 instalados en una planta de moldeo y diseñados para mantener la precisión de la receta en cada ciclo de la máquina.
Por este motivo, las cifras medias de precisión pueden ser engañosas. Muchos proveedores de mezcladores informan de la precisión como una media de ocho o diez lotes, lo que oculta lo que ocurre disparo a disparo. Una mezcladora que alterna entre dosificación rica y pobre mostrará una bonita media mientras produce piezas individuales inconsistentes.
En el moldeo por inyección, no se envían medias. Se envían piezas individuales. Lo que importa es la consistencia entre lotes de lo que realmente entra en el husillo, y eso es exactamente lo que la mezcla en dos fases combinada con el embutición positiva está diseñada para ofrecer.
Medir el caudal en lugar de suponerlo
Muchas instalaciones de moldeo funcionan con una visibilidad limitada del caudal real de material. Sin una medición precisa, es muy difícil responder a las preguntas que determinan la rentabilidad:
¿Estamos utilizando el porcentaje exacto de rectificado que creemos?
¿Cuánto masterbatch consumimos realmente por pieza?
¿Varía el uso de material entre turnos o entre operarios?
¿Cuál es el coste real de material por pieza, por receta, por máquina, por día?
Visibilidad de las recetas en tiempo real: porcentaje de cada componente, cada turno, cada receta, medido en lugar de estimado.
Sistemas como el totalizador de materiales OptiBatch, combinado con Insight, la plataforma de recopilación de datos en tiempo real de Industria 4.0 de TSM, hacen que el flujo de materiales pase de ser una variable oculta a una métrica de rendimiento medible. Cada porcentaje, cada receta, cada turno queda registrado y es auditable.
Por qué el flujo de materiales importa más hoy en día
El moldeo por inyección es más exigente que nunca. Varias fuerzas están reduciendo la tolerancia a la variabilidad del proceso:
Mayores objetivos de contenido reciclado, a menudo impuestos por los propietarios de las marcas o la normativa
Aplicaciones de pared delgada en las que las pequeñas desviaciones del material se convierten en defectos visibles
Tolerancias dimensionales estrictas en automoción, medicina y envasado
Requisitos de trazabilidad que exigen la auditabilidad receta por receta
Piezas multimaterial y multicomponente con proporciones críticas de capas o insertos
A medida que aumenta la complejidad, disminuye la tolerancia a la variabilidad. Un flujo de materiales estable ya no consiste sólo en evitar bloqueos, sino en proteger la calidad, la rentabilidad y la conformidad al mismo tiempo.
El motor oculto: seguridad y automatización
En muchas plantas de moldeo, el flujo de materiales no es sólo un problema de calidad, sino cada vez más un problema de seguridad. Operarios que se suben a las máquinas para recargar las tolvas. Levantar sacos de 25 kg a mano. Estar debajo de big bags suspendidos durante el desbarbado. Se trata de riesgos reales que los proveedores de seguros, los equipos de RR.HH. y los auditores de calidad ya no están dispuestos a pasar por alto.
Los sistemas de carga automatizados, las válvulas de corredera, la limpieza por soplado y las estaciones de desbarbado por control remoto no son meras mejoras operativas. Eliminan riesgos de seguridad específicos de la planta de producción y, en muchos casos, eso es lo que desbloquea el presupuesto para un proyecto más amplio de manipulación de materiales. La compra de una mezcladora se convierte en una inversión en automatización orientada a la seguridad, porque el coste real no es el equipo, sino un único incidente grave que podría haberse evitado.
Del procesamiento reactivo al controlado
Cuando el flujo de materiales es irregular, los procesadores lo compensan en la máquina:
Ajustando la presión
Aumentando la temperatura
Ralentizando los tiempos de ciclo
Sobredosificación de aditivos
Estos ajustes pueden estabilizar el rendimiento temporalmente, pero casi siempre suponen un coste adicional: ciclos más largos, más energía, más material, más repeticiones. Tratan los síntomas en lugar de las causas.
La alternativa es abordar la inestabilidad en su origen: mezcla controlada, dosificación precisa, alimentación estable, rendimiento medido y datos de material en tiempo real. Cuando la entrada es correcta, la máquina tiene mucho menos que corregir y muchas menos oportunidades de desviarse.
La ventaja competitiva del flujo de material controlado
Puede que el flujo de materiales no sea visible en el cuadro de mandos de producción. Pero influye en casi todo lo que sí lo es:
Índices de rechazo
Consumo de aditivos y masterbatches
Estabilidad de los cambios
Tiempo de actividad y eficiencia de la máquina
Reclamaciones de calidad de los clientes
Cuando se controla el flujo, el proceso de moldeo se vuelve previsible y, en el moldeo por inyección, la previsibilidad es rentabilidad.