Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
El control de procesos SPC garantiza la calidad del apriete de pernos
{{{sourceTextContent.subTitle}}}
apriete de tornillos, sistema automático de apriete de tornillos, apriete de tornillos SPC
{{{sourceTextContent.description}}}
En el proceso de ensamblaje de automóviles, debido al gran número de piezas, el proceso de apriete y la precisión tienen altos requisitos, con el fin de garantizar la calidad de apriete del producto, por lo general es necesario encontrar con precisión los problemas de calidad a partir de los datos de apriete. Por lo tanto, es necesario hacer el análisis estadístico SPC de los datos de apriete recogidos en tiempo real, y generar gráficos de análisis estadístico de una manera determinada, con el fin de predecir científicamente y con precisión la tendencia de desarrollo del proceso de montaje de apriete del producto y tomar una forma fiable de controlar los problemas generados en el proceso de montaje.
Principios básicos del SPC
La tecnología SPC se basa principalmente en la teoría estadística. Se supone que el índice de calidad del producto X en el proceso de producción sigue una distribución normal, es decir, X ~ N(µ, σ²), P(µ-3σ
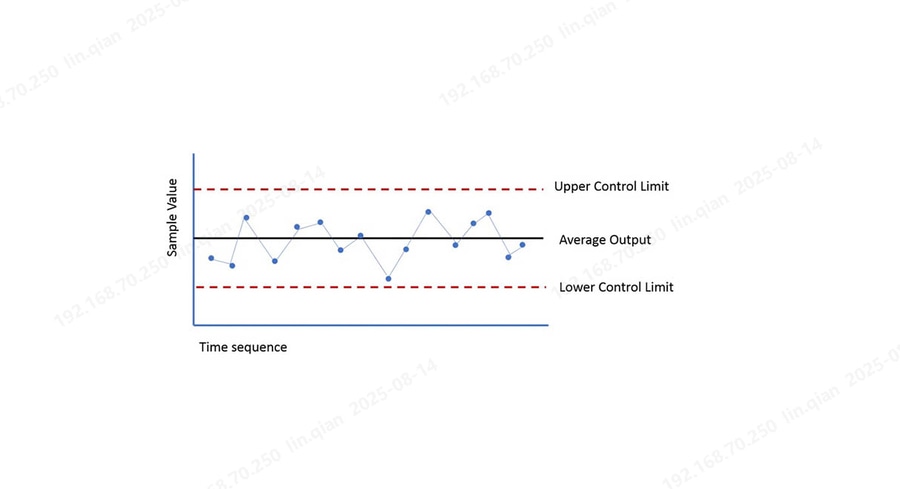
En el proceso de utilización del gráfico de control, es necesario determinar el límite superior de control (UCL), la línea media de control (CL) y el límite inferior de control (LCL). Teniendo en cuenta la economía y la aplicación práctica del control de procesos y la evaluación de la capacidad de los procesos, la mayoría de los países adoptan actualmente 3 veces la desviación estándar como límite de control, y 6 sigma se ha convertido en un estándar superior y una búsqueda continua de la gestión de la calidad. Por lo tanto, se puede determinar el principio de determinación del límite de control del gráfico de control:
Límite de control superior UCL= µ+3σ
Límite central CL= µ
Límite de control inferior LCL= µ-3σ
En general, se considera que las causas de las fluctuaciones de calidad son principalmente factores accidentales y factores del sistema en dos categorías: las fluctuaciones producidas sólo bajo la acción de factores accidentales se encuentran dentro del límite de control, es decir, en un estado controlado; cuando existen factores del sistema, la fluctuación se denomina fluctuación anormal. Si el rango de fluctuación supera el límite de control, se considera que el sistema está fuera de control. El gráfico de control muestra la tendencia de cambio del índice de calidad en el proceso de producción, juzga el estado del proceso, encuentra la fluctuación anormal a tiempo y, a continuación, encuentra la causa de la fluctuación y toma medidas para aliviar su influencia y mejorar la calidad del producto.
Flujo de control SPC
El proceso de control de calidad del apriete de tornillos basado en el SPC puede dividirse en tres partes: obtención de datos clave de calidad, análisis de control del proceso y medidas de mejora.
(1) Obtención de datos clave de calidad. De acuerdo con los datos de apriete de pernos recogidos, los datos de par de apriete de pernos se extraen y procesan mediante la clasificación de datos, la eliminación de valores atípicos, el procesamiento de valores perdidos, la reducción de ruido del filtro de Kalman, etc., para proporcionar fuentes de datos para el posterior control de calidad SPC.
(2) Análisis de control de procesos. Importar las fuentes de datos anteriores en Minitab, generar el gráfico de control, y llevar a cabo el análisis de la capacidad del proceso en el gráfico de capacidad del proceso y el gráfico de rango medio para determinar si el actual proceso de apriete de pernos está controlado. utilizamos el valor CP para juzgar la capacidad real de procesamiento del proceso de apriete de pernos.
(3) Medidas de mejora. Si el gráfico CP de control de calidad es anormal, se comprobará el lugar y se analizará la causa, y se tomarán medidas razonables para ajustar el proceso con el fin de mejorar la capacidad global del proceso de apriete de pernos.
Función de control del proceso SPC
Los pernos en el proceso de apriete inevitablemente producirán sus propios problemas de calidad, lo que afectará a la tasa de aprobación de montaje del producto, restringirá la competitividad del producto en el mercado, y a través del control de procesos SPC a la monitorización en tiempo real del par de apriete de pernos, para mejorar la calidad del apriete de pernos, para satisfacer las necesidades correspondientes de las empresas:
(1) Reducir el coste de control de calidad de apriete de pernos. Evitar la inspección de parada causada por problemas de calidad del producto, dar pleno juego a la capacidad de la línea de producción, mejorar la eficiencia de la producción.
(2) Fortalecer la estabilidad de la calidad de apriete de pernos. Puede identificar con rapidez y precisión las fluctuaciones accidentales y las fluctuaciones anormales de la calidad, y llevar a cabo el análisis científico y el juicio para resolver los problemas de calidad.
(3) El control de calidad de apriete de pernos se cambia de control a posteriori a control de proceso, para descubrir y resolver los problemas de calidad a tiempo, y para evitar que las piezas defectuosas entren en la siguiente estación de procesamiento, dando lugar a mayores pérdidas económicas.
(4) En el proceso de apriete de pernos, mediante el análisis y juicio de la capacidad del proceso, según el índice de evaluación de la capacidad del proceso, evaluar la capacidad del proceso de apriete de pernos y formular las medidas correspondientes.
En la actualidad, todas las fábricas de vehículos están utilizando SPC para analizar la capacidad de control del proceso de apriete de pernos, pero SPC es sólo una herramienta de análisis. Sólo mediante la combinación de 5W, diagrama de espina de pescado y otras herramientas de resolución de problemas para resolver el problema en puntos de par específicos podemos mejorar de forma fiable la capacidad de control del proceso de apriete de pernos y formar una solución de bucle cerrado para el problema. Y, a continuación, fabricar productos de "alta calidad" y "cero defectos".