Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
¿Por qué el apriete de los tornillos debe realizarse en varios pasos durante el montaje?
{{{sourceTextContent.subTitle}}}
apriete de tornillos, sistema de apriete de tornillos, pasos de apriete de tornillos
{{{sourceTextContent.description}}}
El ensamblaje de pernos consiste esencialmente en proporcionar a la junta una fuerza de apriete adecuada. Sin embargo, en la práctica, sólo alrededor del 10 % del par aplicado se convierte realmente en fuerza de apriete. Por lo tanto, en las líneas de producción reales tenemos que desarrollar una estrategia de apriete eficaz que se adapte a las condiciones de trabajo reales del tornillo para que la calidad final del apriete cumpla todos los requisitos.
Entonces, ¿cómo debe formularse esa estrategia de apriete?
El apriete de un tornillo no se realiza de una sola vez, sino en varios pasos consecutivos. Esta es la base misma para definir una estrategia de apriete. Por lo general, un ciclo completo de apriete de tornillos puede realizarse en cinco pasos.
Diferentes etapas de apriete → diferentes ajustes de parámetros
Las herramientas de apriete inteligentes de Danikor adaptan la velocidad, el par y el ángulo de cada paso para ajustarse a las condiciones del mundo real.
Cuáles son los ajustes y su justificación?
Paso 1 - Inversión de la cabeza (asiento del tapón)
Utilice una ligera rotación inversa para cuadrar el tornillo -especialmente los tornillos de hexágono exterior- para que entre limpiamente en la rosca y no se incline.
Velocidad: baja (normalmente < 100 rpm)
Límite de par: ≤ 30 % del par objetivo o límite superior del par objetivo
Límite de tiempo: ≤ 1 s
Paso 2 - Enganche de la rosca a baja velocidad
Haga funcionar el tornillo 1-2 roscas a baja velocidad para evitar el roscado cruzado y asegurar un arranque correcto.
Velocidad: 200-300 rpm
Par: ligeramente por encima del par de apriete o del límite superior del par objetivo
Paso 3 - Bajada rápida
Una vez engranadas las roscas, utilice la alta velocidad para acortar el tiempo de ciclo hasta el máximo definido por la herramienta o el proceso.
Paso 4 - Asentamiento controlado
Antes de que la cabeza del tornillo entre en contacto con la pieza, reduzca la velocidad a 100-200 rpm y ajuste el par de apriete a aproximadamente el 20 % del par objetivo (ajustable según el proceso) para garantizar un asentamiento correcto.
Paso 5 - Apriete final
Tras el contacto de la cabeza, el tornillo comienza a estirarse bajo precarga. Utilice una velocidad mucho más baja (10-50 rpm) para permitir una deformación elástica controlada, reducir el decaimiento del par de apriete y evitar un exceso de apriete, garantizando una fuerza de apriete correcta.
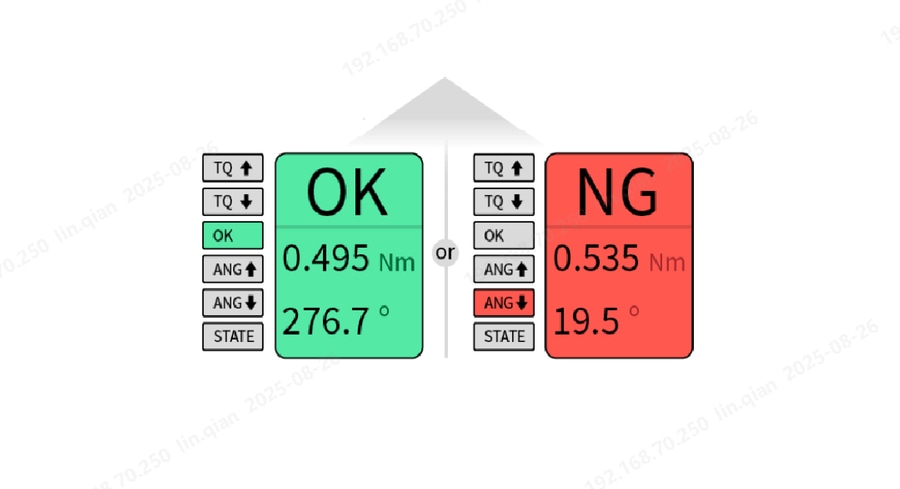
Cada paso tiene límites de par, ángulo y tiempo:
El control de par y ángulo atrapa tornillos flotantes, inclinados, etc.
La monitorización del tiempo detecta la rotura de la rosca, evitando la rotación sin fin.
Las alarmas OK/NG en tiempo real para cada etapa garantizan tanto la precisión como la eficiencia del ciclo.
Accionar un tornillo es como correr una carrera de 100 metros: los velocistas suelen cruzar la línea de meta a toda velocidad, pero para aterrizar exactamente en la línea hay que ralentizar previamente y detenerse con precisión. Del mismo modo, la herramienta debe permitir controlar paso a paso la velocidad, el par e incluso el ángulo. En la producción real, la combinación exacta de estos pasos puede configurarse libremente para adaptarse a los requisitos de tiempo de entrega y a las variaciones de la pieza de trabajo, lo que proporciona una sólida estrategia de apriete.