Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Cómo reducir los errores humanos y mejorar la precisión del ángulo durante el proceso de apriete
{{{sourceTextContent.subTitle}}}
proceso de apriete de tornillos, sistema de atornillado automático, atornillador eléctrico con control de par de apriete
{{{sourceTextContent.description}}}
En todo el mercado, la adopción de la automatización de la producción aumenta año tras año. Esta tendencia está impulsada no sólo por los costes de mano de obra y las exigencias de eficiencia; en algunas estaciones de trabajo sensibles a la precisión, la automatización se ha convertido en el método principal para evitar la influencia humana y determinar la estabilidad de los lotes y la cualificación de los productos. Sin embargo, no todas las estaciones de trabajo pueden lograr un montaje estandarizado Durante el apriete manual con herramientas manuales, el movimiento de la herramienta puede afectar significativamente al ángulo de salida, especialmente cuando el ángulo es un parámetro clave en la estrategia de apriete.
Conexiones críticas
Para conexiones críticas, es necesario contar los tornillos. Además de controlar las variables de par, se requieren variables de supervisión adicionales. Normalmente, supervisamos el ángulo, lo que ayuda a identificar situaciones en las que el par cumple la norma pero la fuerza de apriete real no.
Conexiones de seguridad
Para las conexiones de seguridad, deben controlarse las variables de par o ángulo, mientras que las variables de ángulo o par también deben supervisarse.
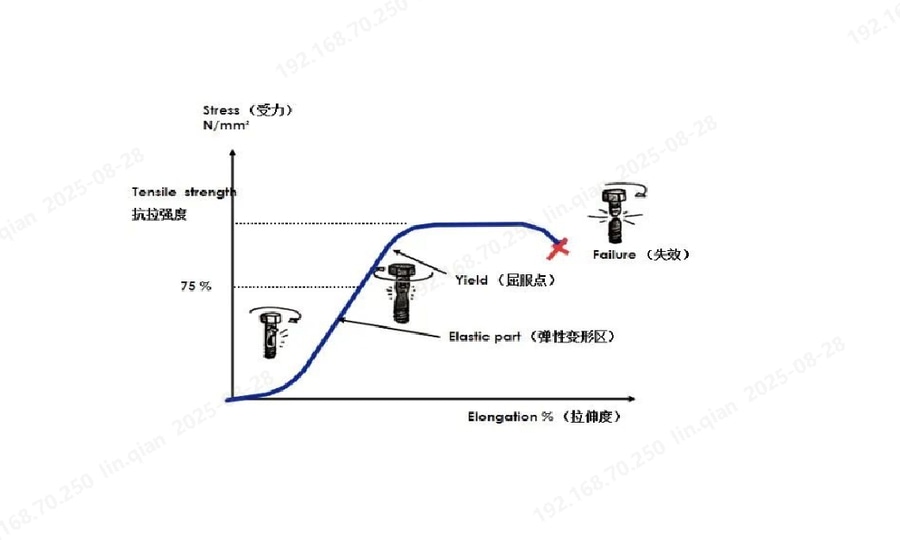
En situaciones en las que intervienen tornillos autorroscantes o una elevada utilización de tornillos, los estrictos requisitos de fuerza de apriete hacen que las estrategias de control basadas en el ángulo sean esenciales. Este enfoque previene daños en la pieza de trabajo o el fallo de los pernos, evitando pérdidas económicas directas.
En los requisitos anteriores, tanto las variables de ángulo como las de par son igualmente importantes. Éstas pueden conseguirse con relativa facilidad mediante líneas de producción automatizadas equipadas con herramientas basadas en sensores o husillos de apriete. Sin embargo, para los puestos de trabajo con ángulos de apriete complejos, variables o no reproducibles, sigue siendo necesario el montaje manual. Algunos ejemplos son la fijación de conjuntos de asientos de automóviles al chasis, las hebillas de los cinturones de seguridad traseros y otros puestos de trabajo similares. Se plantea entonces la siguiente pregunta: ¿cómo podemos garantizar los requisitos de alta precisión durante el montaje manual y corregir los errores angulares de origen humano provocados por los destornilladores manuales de apriete?
Se pueden adoptar dos soluciones: útiles de reacción o herramientas de apriete integradas con giroscopios.
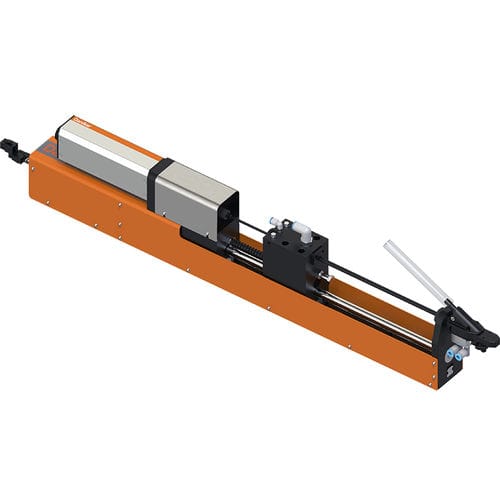
Dispositivos de reacción
En la práctica, tanto la fuerza de reacción de la herramienta como la postura del operario pueden hacer que la herramienta gire en un ángulo determinado. Aunque supervisamos/controlamos la fuerza de sujeción mediante la medición del ángulo, el ángulo en sí ya puede tener un error significativo. Un método habitual para evitar el movimiento de la herramienta consiste en fijarla en su sitio, lo que se conoce como fijación de reacción, que incluye:
Dirección fija: La fijación de reacción se apoya en la pieza de trabajo o en el utillaje relacionado, utilizando la propia pieza de trabajo para resistir la fuerza de reacción.
Multidireccional: La herramienta está integrada en un brazo de reacción, que resiste la fuerza de reacción. Esto permite trabajar en un radio mayor y permite el apriete en múltiples direcciones.
Utilizando los métodos anteriores, pueden resolverse eficazmente casi todos los errores angulares de origen humano que se producen en el apriete convencional.