Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Análisis de estrategias de apriete para servoatornilladores
{{{sourceTextContent.subTitle}}}
Estrategias de apriete para destornilladores servo, destornillador eléctrico con control de par, destornillador con control de par
{{{sourceTextContent.description}}}
En la fabricación industrial, la calidad del apriete de los pernos/tornillos determina directamente la fiabilidad del producto. Dado que los procesos de apriete varían considerablemente de un producto a otro, los servodestornilladores deben admitir múltiples estrategias de apriete para satisfacer los distintos requisitos de fijación. Incluso con sólo el par y el ángulo como parámetros, se pueden formar tres estrategias: "Par más ángulo", "Par o ángulo" y "Par y ángulo" Su lógica de control y los escenarios aplicables difieren notablemente. Este artículo ofrece un análisis en profundidad de estas tres estrategias.
Antes de detallar las estrategias, es esencial aclarar la relación entre par/ángulo y fuerza de amarre. La fuerza de apriete es el objetivo último del apriete de tornillos, pero no puede medirse directamente, sino que sólo puede deducirse indirectamente a través del par y el ángulo.
Par de apriete: La fuerza de rotación aplicada al tornillo. Un par de apriete más alto suele aumentar la fuerza de apriete, pero está muy influenciado por la fricción (p. ej., aceite en las superficies de los tornillos, suciedad en los orificios roscados).
Ángulo: La rotación durante el apriete. Con especificaciones de rosca fijas, el ángulo se correlaciona directamente con la "profundidad de inserción" del tornillo, lo que ofrece un reflejo más preciso de los cambios en la fuerza de apriete.
La esencia de un servoatornillador es controlar indirectamente la fuerza de apriete preestableciendo reglas de "par-ángulo", comparando los datos de los sensores en tiempo real con los umbrales y activando una orden de parada. La diferencia fundamental entre las tres estrategias radica en cómo evalúan lógicamente el "umbral de par" y el "umbral de ángulo"
(1) Par más ángulo: Eliminar la interferencia de la fricción mediante el control en dos etapas
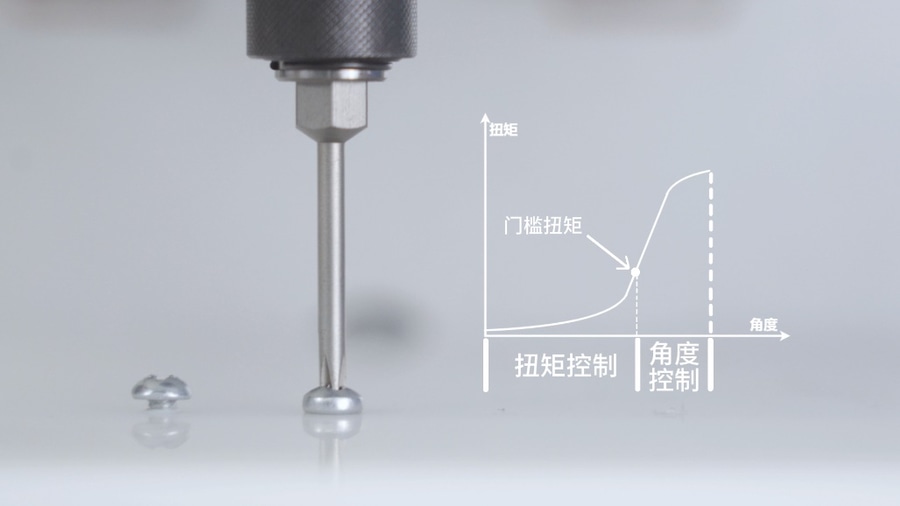
"Par más ángulo" es una estrategia de dos etapas con la lógica: "Primero asegurar el contacto, luego controlar con precisión la fuerza de apriete"
Etapa 1 (Apriete previo): El servoatornillador funciona en modo de control de par hasta que se alcanza el par preestablecido y, a continuación, cambia a control de ángulo. De este modo se eliminan los huecos en las superficies de contacto (por ejemplo, rebote de juntas, tolerancias de montaje) para garantizar el contacto total con la pieza de trabajo.
Fase 2 (Apriete final): El atornillador pasa a control angular, girando un ángulo preestablecido independientemente de los cambios de par, deteniéndose una vez alcanzado el ángulo.
Dado que el ángulo final corresponde directamente al alargamiento del tornillo, esta estrategia evita los errores inducidos por la fricción y proporciona una fuerza de apriete de alta precisión. Es ideal para aplicaciones que exigen una fuerza de apriete uniforme, como los pernos de chasis de automóviles o las juntas críticas de motores, donde la variabilidad de la fricción es el principal riesgo para la calidad.
(2) Par o ángulo: Cualquiera de los dos parámetros activa la parada: ideal para piezas de baja consistencia
"Par o ángulo" es una estrategia tolerante a fallos: "Parar inmediatamente cuando el par o el ángulo alcanzan su umbral"
Los operarios preajustan el par y el ángulo objetivo. Si la resistencia del ensamblaje es baja (por ejemplo, agujero sobredimensionado), el ángulo puede alcanzarse primero; si la resistencia es alta (por ejemplo, agujero infradimensionado), el par puede alcanzarse primero. Cualquiera de los dos casos detiene el proceso, evitando el apriete excesivo y el agrietamiento de la pieza.
Esta lógica de doble umbral de activación reduce los riesgos del control de un solo parámetro, por lo que es adecuada para piezas con una gran variabilidad, como el montaje de electrodomésticos, donde las posiciones de los orificios de plástico difieren entre lotes.
(3) Par y ángulo: Ambos deben alcanzar los umbrales - Elimina el falso apriete
"Par y ángulo" requiere que "ambos parámetros alcancen sus umbrales antes de detenerse; ninguno puede faltar"
Si se alcanza el par pero el ángulo es insuficiente, el atornillador continúa hasta que se alcanza el ángulo; viceversa. La pasada final sigue exigiendo que ambos valores estén dentro de las especificaciones. Esta doble validación erradica eficazmente los falsos aprietes, algo fundamental en componentes médicos o aeroespaciales o de alta seguridad, en los que una sola junta floja podría provocar un fallo catastrófico.
Para los fabricantes, seleccionar la estrategia correcta no sólo aumenta la calidad del producto, sino que también reduce los costes posventa. Dado que los sectores de la nueva energía, aeroespacial y otros exigen una calidad de apriete cada vez mayor, la aplicación refinada de estrategias avanzadas se convertirá en una tendencia industrial.