Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Optimización del ciclo de alimentación de los sistemas de alimentación por tornillo
{{{sourceTextContent.subTitle}}}
sistema automático de alimentación de tornillos, alimentador de tornillos, optimizar el tiempo del ciclo de alimentación de tornillos
{{{sourceTextContent.description}}}
En las líneas automatizadas de montaje de tornillos, el tiempo de un solo ciclo necesario para entregar un tornillo al conductor determina directamente la cadencia total de producción.
Especialmente en situaciones de alto rendimiento, el ahorro de unos pocos milisegundos por ciclo supone una notable mejora de la eficiencia.
En este artículo se presentan dos mejoras basadas en la colaboración -una para la alimentación a larga distancia y otra para tornillos de pequeña relación longitud-diámetro- que acortan el ciclo solapando las operaciones de almacenamiento y movimiento, lo que aumenta la velocidad de toda la línea automatizada sin grandes cambios de ingeniería.
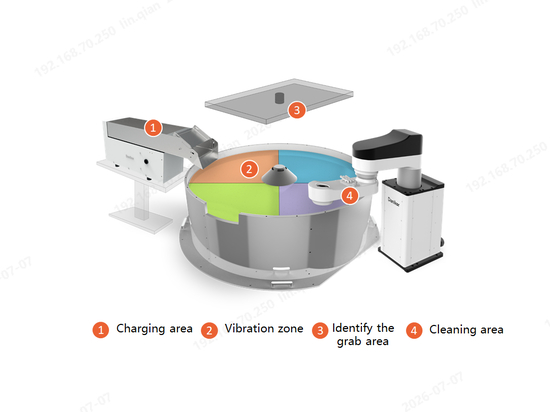
1. Comprender la secuencia lineal ordinaria
Una línea convencional "tubo conductor-alimentador-módulo conductor" ejecuta los cinco pasos siguientes en estricto orden:
El alimentador suministra el tornillo siguiente
El tornillo recorre el tubo de alimentación
El módulo acciona y aprieta el tornillo
El módulo se retrae y se restablece
El módulo se desplaza al siguiente orificio
Si el siguiente tornillo no es soplado hacia la nariz hasta que el paso 4/5 está terminado, el tiempo de tránsito del tubo se convierte en pura espera, y el desperdicio crece con la distancia.
Romper esta limitación lineal es la clave para un ciclo más rápido.
2. Alimentación a larga distancia: añadir un módulo tampón local
Idea
Inserte un pequeño "almacén/buffer" justo al lado del módulo conductor, formando un recorrido de dos etapas:
Alimentador → Búfer → Nariz del conductor
Mientras el módulo sigue viajando, el siguiente tornillo ya está esperando en el buffer; sólo hay que cubrir los últimos centímetros tras la llegada.
Secuencia con solapamiento
El módulo termina el tornillo actual
Durante el apriete, el alimentador sopla el tornillo siguiente al tope (operación paralela)
El módulo se retrae y pasa al siguiente orificio
Mientras se mueve, el buffer sopla (o sopla y aspira) el tornillo almacenado previamente en la nariz
El módulo llega con el tornillo ya colocado; el accionamiento se inicia al instante
Resultado
Distancia de golpe acortada (sólo los últimos centímetros)
Tiempo de tránsito oculto en el movimiento del robot
No se modifica el hardware del alimentador ni del PLC: sólo se añaden la temporización y un búfer de bajo coste
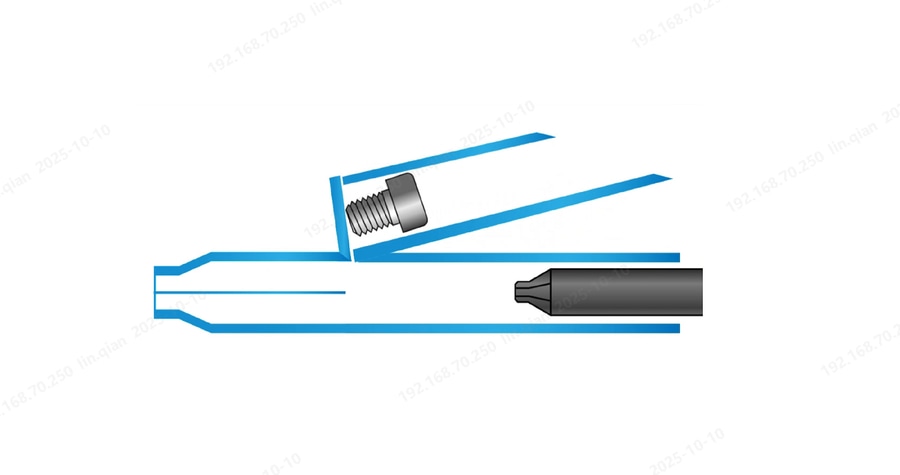
3. Tornillos de pequeña relación longitud-diámetro: controlador de brazo oscilante con búfer incorporado
Problema
Los tornillos con L/D < 1,6 tienden a voltearse en la nariz de tres vías y atascarse.
Solución
Utilice un atornillador de brazo oscilante cuyo canal de alimentación pueda pivotar.
El propio brazo actúa como almacén interno.
Secuencia solapada
El módulo aprieta el tornillo de corriente
Durante el apriete, el alimentador insufla el siguiente tornillo en el brazo oscilante (prealmacenamiento)
El módulo se retrae; la gravedad deja caer el tornillo prealmacenado directamente en la nariz
El módulo se desplaza al siguiente orificio y se acciona inmediatamente
Ventajas
Sin búfer externo: compacto y económico
Se eliminan los volteos porque el tornillo queda capturado dentro del canal pivotante
Misma sincronización paralela que la versión de larga distancia
4. Notas sobre la implementación
Ambos esquemas mantienen los alimentadores, tubos y robots existentes; sólo se atornilla un buffer de bajo coste o una nariz de brazo oscilante
El programa del autómata programable se actualiza para solapar el comando "avance-próximo-tornillo" con la ventana anterior "apretar y mover"
Se reduce el tiempo de ciclo sin sacrificar la fiabilidad de la alimentación
Al sustituir el flujo lineal tradicional por la colaboración "almacenar mientras se trabaja", los fabricantes pueden reducir el tiempo de ciclo y aumentar la capacidad de la línea con un gasto y un riesgo mínimos.