Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
¿Cuál es el proceso de apriete de los tornillos autorroscantes?
{{{sourceTextContent.subTitle}}}
apriete de tornillos autorroscantes, sistema automático de atornillado, proceso de apriete de tornillos autorroscantes
{{{sourceTextContent.description}}}
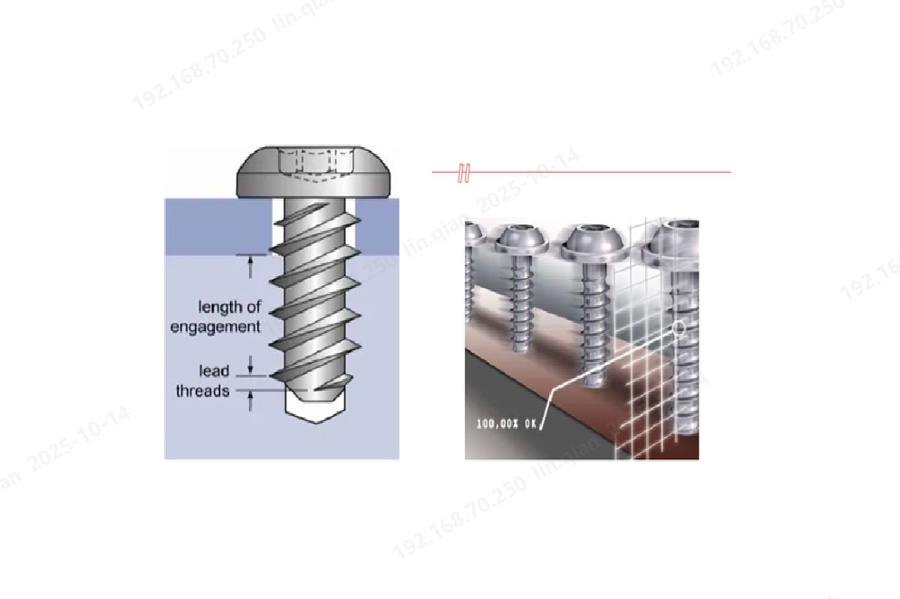
¿Qué es un tornillo autorroscante?
En el sentido habitual, un tornillo autorroscante es un elemento de fijación roscado que no necesita una rosca interior previamente roscada. Cuando el tornillo se introduce en un orificio liso y sin roscar, corta su propia rosca interna, por lo que se requiere un par de apriete relativamente alto. La pieza de contacto suele ser un material blando, como el plástico o una aleación de aluminio/magnesio.
Las uniones autorroscantes ofrecen gran resistencia, bajo coste y fácil aligeramiento, por lo que se utilizan mucho en automóviles. Para garantizar un montaje robusto y fiable, los fabricantes de vehículos ponen gran énfasis en el control del par de apriete y en el desarrollo de una estrategia de apriete sólida para los tornillos autorroscantes.
El par de apriete necesario para formar la rosca depende del tamaño del orificio piloto; en el caso de los tornillos recubiertos de adhesivo, el par de apriete durante la fase de descenso también se ve afectado por el adhesivo, por lo que los valores pueden diferir notablemente. Dado que se consume par adicional mientras se corta la rosca, el par de apriete de un tornillo autorroscante es mayor que el de un tornillo roscado normal. Esto significa que, para un mismo par de apriete total, la fuerza de apriete obtenida de un tornillo autorroscante es menor. En consecuencia, el par de apriete objetivo para los tornillos autorroscantes suele fijarse más alto en la fase de diseño.
Si sigue teniendo problemas con el complejo proceso de apriete de los tornillos autorroscantes, las herramientas de apriete inteligentes de Danikor pueden ayudarle. Nuestros controladores contienen una estrategia de "autorroscado" específica para aplicaciones autorroscantes de plástico, aluminio y similares. La estrategia se divide en cinco fases: arranque suave, formación rápida de la rosca, descenso continuado, asentamiento de la rosca y apriete final. Estas cinco fases pueden combinarse de forma flexible para adaptarse al tiempo de ciclo requerido por el cliente.
Desglose de fases
Fase de arranque suave
Finalidad: proporcionar una rampa de arranque suave del motor.
Velocidad de avance: ≤ 100 rpm (normalmente 50-100 rpm).
Ángulo de avance: ≤ 100° (normalmente 60-90°).
Límite de par: ≤ par objetivo.
Límite de tiempo: ≤ 5 s (por consideraciones de cadencia).
Fase de roscado rápido
Finalidad: cortar la rosca interior en el orificio piloto de plástico para poder proceder al apriete.
Ángulo: ≤ 720-1080°.
Velocidad: alta; para plásticos ≤ 400-600 rpm, para aluminio ≤ 80 % del máximo de la herramienta (depende del proceso).
Techo de par: ≤ par objetivo.
Límite de tiempo: ≤ 5 s.
Continuación de la fase de parada
Sigue inmediatamente a la formación rápida del hilo.
Velocidad: la misma que en la fase anterior.
Ángulo: calculado como
ángulo total de autorroscado - ángulo de roscado rápido - ángulo de arranque suave - 200°,
dejando 180-360° para la siguiente fase para evitar el exceso de par.
Techo de par: ≤ par objetivo.
Límite de tiempo: ≤ 5 s.
Fase de asentamiento de la rosca
Velocidad: 100-200 rpm (≤ máximo de la herramienta).
Par de asentamiento:
- plásticos: ≤ 80 % del objetivo (depende de la velocidad de conformado);
- aluminio: ≤ 40 % del objetivo (poca influencia de la velocidad de conformado).
El control de frenado en el punto de asentamiento garantiza la calidad final aunque aumente la velocidad.
Techo de par: ≤ par objetivo.
Límite de tiempo: ≤ 5 s.
Fase de apriete final
Velocidad: ≤ 100 rpm; cuanto mayor sea el par objetivo, mayor será la velocidad permitida (comúnmente 10-50 rpm).
Par objetivo: ≤ par nominal de la herramienta.
Límite de par: ≤ 1,2 × par nominal de la herramienta.
Límite de tiempo: relacionado con la cadencia global; normalmente ≤ 5 s.
Cuando se utiliza una herramienta inteligente Danikor, el par se supervisa en tiempo real. Si el par de apriete supera el límite programado, la herramienta se detiene al instante, lo que garantiza un proceso de roscado estable, reduce los daños en la pieza de trabajo causados por problemas con la fijación y, junto con la estrategia autorroscante, proporciona una supervisión superior de sus operaciones de apriete y salvaguarda la calidad de su producción.