Añadir a mis favoritos
Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés
haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Servodestornillador estándar para detección de flotación de tornillos
{{{sourceTextContent.subTitle}}}
Servodestornillador, destornillador con control de par, solución de detección de flotación de tornillos
{{{sourceTextContent.description}}}
En la mayoría de los productos mecánicos, la fijación por tornillos es la forma más común de unir piezas.
Los televisores, teléfonos móviles, cámaras y otros dispositivos electrónicos utilizan grandes cantidades de tornillos cuyo diámetro nominal es inferior a 5 mm, y la "flotación del tornillo" (la cabeza sobresale de la superficie) es un defecto frecuente.
La flotación puede dañar irreversiblemente el casquillo roscado o la placa de circuito impreso, por lo que el control de calidad de los cierres debe evitarla.
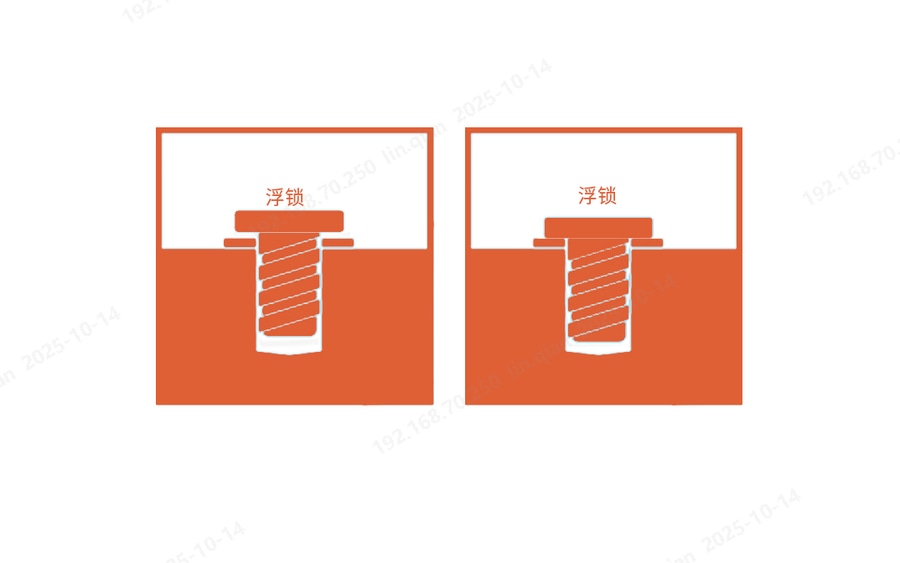
¿Qué es la flotación del tornillo?
El tornillo alcanza el par de apriete objetivo (por ejemplo, 0,7 N-m) antes de haber alcanzado la profundidad programada; el controlador se detiene e informa de "OK", pero la unión no está realmente aprisionada.
Una curva de reapriete manual muestra que el pico de 0,7 N-m era sólo un pico anormal causado por rebabas en el orificio, rebabas en el tornillo, un punto elevado local en la pieza, etc.
Limitaciones de los atornilladores convencionales
Los atornilladores eléctricos estándar no pueden detectar la holgura; sólo señalan un error cuando la holgura ya es > 2 mm.
Todavía no existe una norma universal de flotación.
Los métodos existentes son:
Auditoría de par: comparar el pico registrado con una referencia-indirecta e incapaz de medir la altura real.
Sensor láser de distancia: preciso pero añade una estación y un coste adicionales.
Solución con servodriver
Un servodestornillador mide tanto el par como el desplazamiento del husillo en tiempo real con su codificador y escala lineal incorporados.
El software compara la posición alcanzada con la profundidad de asiento programada y decide al instante si el tornillo está:
correctamente asentado, o
flotante.
Al cerrar el bucle de par-posición dentro de la misma herramienta, el servoaccionamiento ofrece una comprobación directa y cuantitativa de la flotación sin sensores adicionales, lo que reduce el tiempo de ciclo y aumenta la calidad.