Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Superar los retos del endurecimiento de las articulaciones blandas
{{{sourceTextContent.subTitle}}}
Apriete de tornillos de junta blanda, herramientas de apriete inteligentes, destornillador inteligente
{{{sourceTextContent.description}}}
En el montaje industrial, el apriete de tornillos es una operación habitual, pero la profundidad técnica que encierra va mucho más allá de lo imaginable. La elección de la estrategia de apriete es crucial, sobre todo cuando se trata de juntas de diferentes características. En comparación con las juntas rígidas, las "juntas blandas" fabricadas con plásticos, materiales compuestos y chapas metálicas de paredes finas presentan defectos más diversos y difíciles que afectan directamente a la fiabilidad, seguridad y vida útil del producto.
Tres defectos y retos principales en el apriete de juntas blandas
Debido a sus características inherentes, los materiales de juntas blandas introducen incertidumbres únicas durante el apriete de pernos. Los principales impactos de los defectos se manifiestan en tres aspectos:
El "colapso" del material que provoca un decaimiento prematuro del par de apriete
Cuando se aprietan piezas de plástico o ciertos materiales compuestos, el problema más obvio es la "incapacidad de alcanzar el par objetivo" Esto ocurre porque después de que la cabeza del tornillo o la tuerca entre en contacto con la pieza, la rotación continuada no se convierte totalmente en alargamiento del tornillo (es decir, fuerza de apriete), sino que se utiliza parcialmente para comprimir el propio material blando. Una vez que la fuerza aplicada supera el límite de rigidez del material, éste sufre una deformación plástica o incluso se "colapsa" En ese momento, aunque el par de apriete cumple la norma, la fuerza de apriete real es muy inferior al valor de diseño, lo que crea un fenómeno de "falso par de apriete" con una conexión débil.
Riesgos potenciales en piezas de chapa metálica
Para aprovechar al máximo la resistencia de los tornillos, los procesos de montaje modernos suelen utilizar el "método de apriete a límite elástico" (es decir, el método par-ángulo), que consiste en estirar el tornillo hasta su límite elástico para obtener una fuerza de apriete máxima y estable. Sin embargo, al apretar uniones blandas como las chapas metálicas, este eficaz proceso puede fallar. Dado que la rigidez de las chapas metálicas es mucho menor que la de los tornillos de alta resistencia, antes de que el tornillo alcance su límite elástico, la chapa sujeta puede sufrir una indentación o deformación permanente. Esto no sólo impide alcanzar la fuerza de apriete esperada, sino que también puede dañar la integridad estructural de las piezas conectadas.
Decaimiento del par causado por la fluencia del material
Otro "asesino invisible" en el apriete de juntas blandas es la fluencia del material. Incluso si se alcanza la fuerza de apriete ideal en el momento del montaje, bajo una tensión continua, los plásticos o los materiales compuestos se deforman lentamente con el tiempo (fluencia). Esta deformación reduce el alargamiento del tornillo, provocando una disminución de la fuerza de apriete, lo que se conoce como "decaimiento del par" Este decaimiento es dinámico y puede empeorar durante el funcionamiento del vehículo, la vibración del equipo o los cambios de temperatura, lo que en última instancia provoca el aflojamiento de la conexión, ruidos anormales o incluso fallos.
En resumen, el núcleo de los problemas de apriete de juntas blandas es, en última instancia, "cómo garantizar un par residual estable a largo plazo (fuerza de apriete)" Los métodos tradicionales de control del par ya no pueden hacer frente a estos complejos retos.
Frente a la diversidad de las juntas blandas, la ventaja de los sistemas de apriete inteligentes reside en que no se centran únicamente en el punto de "par final", sino en supervisar toda la curva del proceso de apriete y ajustar dinámicamente las estrategias para garantizar la fiabilidad de los resultados.
Solución básica: Diversas estrategias de apriete para garantizar el par residual
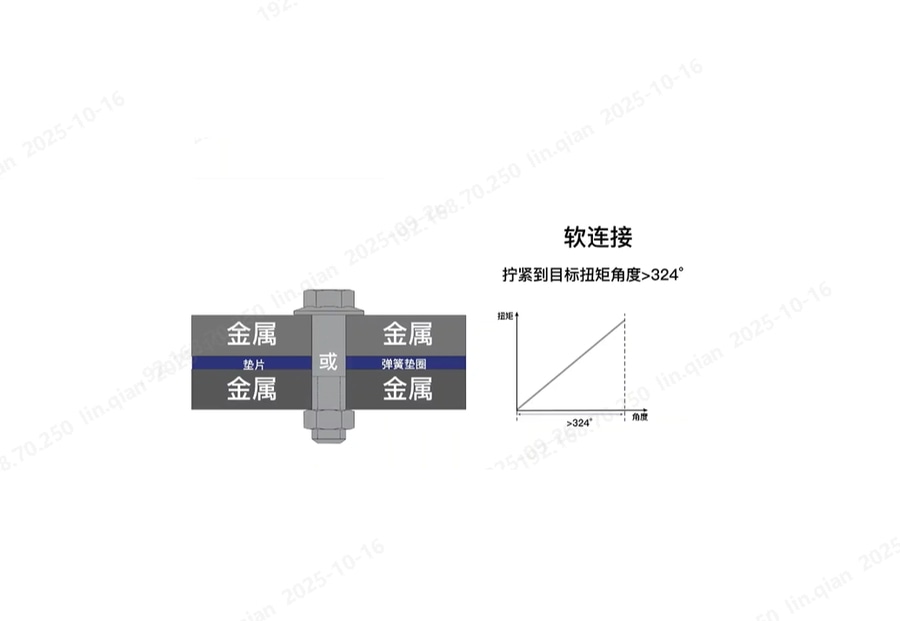
Método de supervisión del ángulo de apriete: La regla de oro para juntas blandas
Esta es la estrategia más utilizada y eficaz para tratar las juntas blandas. En primer lugar, el sistema aplica un par de apriete inicial más bajo para ajustar el perno a la superficie de la pieza, eliminando las holguras. A continuación, acciona el perno para que gire un ángulo preestablecido.
Ventajas: Este método controla directamente el alargamiento del tornillo, que está directamente relacionado con la fuerza de apriete. Evita eficazmente la influencia de las diferencias de rigidez del material en las lecturas de par. Independientemente de la compresión del material, se determina el alargamiento del perno, lo que garantiza una fuerza de apriete constante. Las herramientas inteligentes supervisan simultáneamente los valores de par durante este proceso como juicio auxiliar de calidad. Si el par es anormalmente alto o bajo, se considera defectuoso.
Los defectos de apriete de las juntas blandas ponen de manifiesto las limitaciones de los métodos tradicionales de par de apriete. En una era que persigue la ligereza y la amplia aplicación de nuevos materiales, la clave para garantizar la fiabilidad de la conexión ha pasado de controlar el parámetro de proceso del "par de apriete" a garantizar el resultado final del "par residual/fuerza de apriete."
Mediante la supervisión del proceso, el análisis de datos y la capacidad de ajuste dinámico, las herramientas de apriete inteligentes hacen que el apriete pase de ser una simple "operación" a un "montaje inteligente" trazable, optimizable y predecible."