Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
¿Por qué no basta con el par de apriete para atornillar tornillos autorroscantes en plástico?
{{{sourceTextContent.subTitle}}}
atornillado de tornillos autorroscantes, atornillador dinamométrico, atornillado de tornillos autorroscantes en plástico
{{{sourceTextContent.description}}}
En el mundo del ensamblaje de metales, el "control del par" es la regla de oro indiscutible: fijamos un par objetivo, la herramienta se detiene cuando alcanza ese valor; sencillo, directo, eficaz.
Sin embargo, cuando copiamos esta estrategia al pie de la letra en el caso de la introducción de tornillos autorroscantes en piezas de plástico, suelen surgir problemas: o bien el tornillo "flota" (no se asienta completamente) o bien nos excedemos y desgarramos las roscas. La tasa de rendimiento nunca mejora.
La cuestión principal es que, en el caso de los tornillos autorroscantes en plástico, fijarse únicamente en el par de apriete dista mucho de ser suficiente; de hecho, es arriesgado. Veamos por qué y descubramos una solución más fiable.
El par es esencialmente una medida de "fuerza", la resistencia que debe superarse para hacer girar el tornillo. En los metales, esta resistencia procede principalmente de la fuerza de apriete creada por el alargamiento del tornillo, y ambas son bastante proporcionales. En los plásticos, sin embargo, las cosas se complican:
Material blando, par de apriete elevado
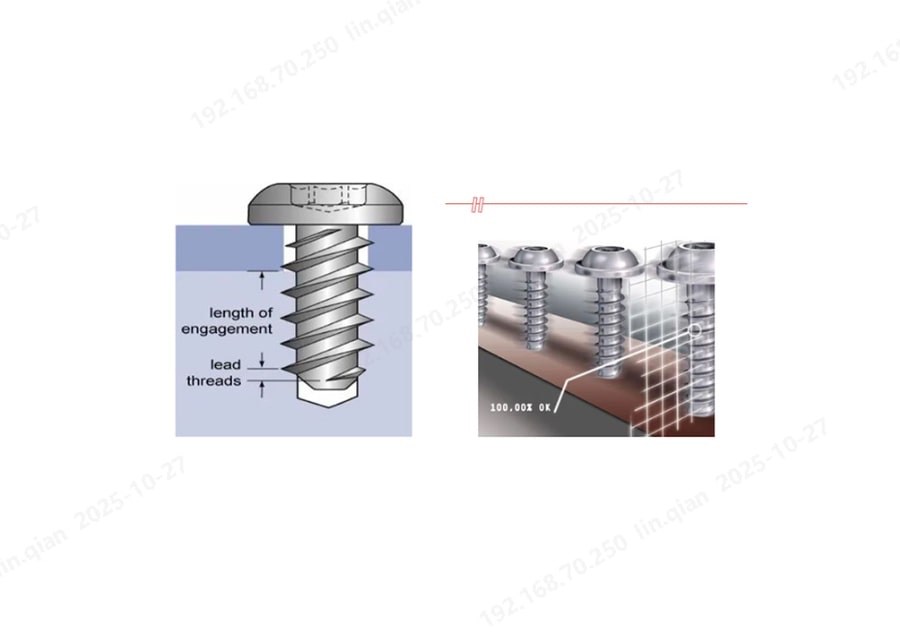
Un tornillo autorroscante tiene que cortar su propia rosca en el plástico. Esta fase de "roscado" produce una fricción muy elevada, por lo que el par se dispara. Si sólo se vigila el par de apriete, es posible que la herramienta alcance el valor objetivo antes de que el tornillo haya generado una fuerza de apriete útil y se detenga prematuramente. Resultado: el tornillo "flota" sobre la superficie y la unión queda floja.
Fragilidad después del límite elástico
Una vez finalizado el roscado, el tornillo entra en la fase de "asiento-tensión". El plástico cede a una tensión baja y, tras un pico de par brusco, entra en fallo casi sin deformación plástica. Una herramienta que sólo aplica par de apriete no puede saber si ese pico es una "carga de apriete sana" o "el preludio de la rotura". Fácilmente aprieta en exceso y destruye la rosca.
Para escapar del punto ciego del par de apriete, debemos añadir una segunda dimensión: el ángulo.
El ángulo registra todo el recorrido del tornillo. Una curva típica de par-ángulo para un tornillo autorroscante de plástico contiene varias etapas clave:
A. Rodaje: el tornillo gira libremente, el par es despreciable.
B. Roscado: el tornillo corta el plástico, el par aumenta de forma rápida y constante.
C. Punto de asentamiento (ajustado): la cabeza del tornillo toca la superficie de plástico; aquí es donde comienza realmente la sujeción.
D. Tensión elástica: el vástago del tornillo se estira ligeramente, aumentando la precarga; el par y el ángulo aumentan al mismo tiempo.
E. Punto de par máximo: se alcanza el par máximo y la precarga se aproxima a la óptima.
F. Fallo: el material cede, el par se desploma, la rosca se desprende.
El control del ángulo nos indica exactamente el paso que ha alcanzado el tornillo.
Por ello, las modernas estrategias de apriete de alta precisión combinan par y ángulo. Mediante ensayos determinamos una "ventana par-ángulo" óptima.
Sólo se acepta una unión si se cumplen ambas condiciones:
Par de apriete correcto: el par de apriete medido se encuentra dentro del intervalo especificado.
Ángulo en ventana: la rotación contada desde el punto de asiento se encuentra dentro de los límites angulares predefinidos.
¿Cómo resuelve esto los problemas anteriores?
Evita la flotación: si se alcanza el par de apriete pero el ángulo está muy por debajo del límite inferior, el controlador indica "ángulo insuficiente". Esto suele significar que el roscado está incompleto o que el tornillo aún no está asentado, por lo que se activa una alarma.
Evita la extracción: si se alcanza el par de apriete pero el ángulo ya ha superado el límite superior, el controlador indica "ángulo excesivo", un claro indicio de apriete excesivo y extracción inminente, y se detiene inmediatamente.
El control combinado de par de apriete y ángulo es la única vía para conseguir uniones de plástico fiables, la eliminación de incidentes de calidad masiva y, en última instancia, altos índices de rendimiento.