Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
6σ, ±3σ - ¿Realmente ha distinguido la precisión de las herramientas?
{{{sourceTextContent.subTitle}}}
destornillador inteligente de precisión, destornillador de alta precisión, destornillador dinamométrico
{{{sourceTextContent.description}}}
La precisión de una herramienta de apriete determina directamente la exactitud y estabilidad del par de apriete, por lo que es el indicador clave para garantizar la calidad de la unión.
Sin embargo, cuando evaluamos la precisión de una herramienta, a menudo nos encontramos con dos términos aparentemente similares: 6σ y ±3σ.
¿Puede distinguirlos claramente?
¿Y cuál es la diferencia crítica?
Los conceptos de 6σ y ±3σ: dos formas de expresar el mismo hecho estadístico
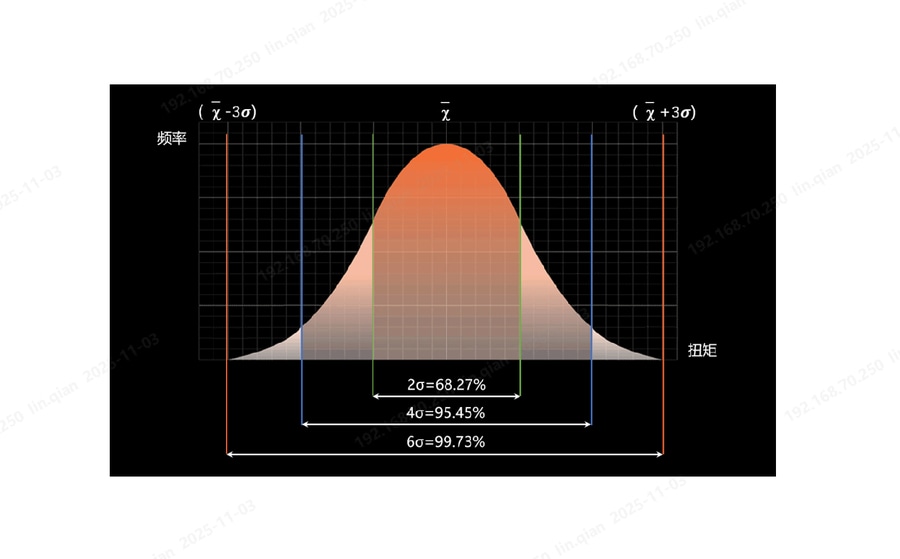
En realidad, 6σ y ±3σ son sólo expresiones diferentes de un hecho estadístico idéntico.
En una distribución normal, el intervalo ±3σ se extiende tres desviaciones típicas a la izquierda y a la derecha de la media, abarcando exactamente seis desviaciones típicas en total: la famosa "6σ".
Esta zona contiene el 99,73 % de todos los valores, una probabilidad considerada muy alta en estadística.
Los índices de capacidad de proceso Cp y Cpk utilizados habitualmente en ingeniería también se calculan a partir de esta banda de seis sigmas.
Por lo tanto, en el lenguaje de la curva normal, el término popular "6σ" es esencialmente el rango ya descrito por "±3σ".
Cómo se calcula la precisión de las herramientas: diferentes fórmulas, idéntica norma de definición de la precisión
Hoy en día, la precisión de las herramientas eléctricas convencionales se evalúa casi universalmente con el método de "precisión 6σ" definido en la norma ISO 5393.
Se miden múltiples puntos de prueba en uniones duras y blandas; se calcula la desviación estándar de las lecturas de par y se utiliza para calificar la precisión general de la herramienta.
Según esta norma, la clase de precisión más alta que puede alcanzar una herramienta es ±5 %.
Cuanto menor es σ, mejor se comporta el proceso.
Sin embargo, en la práctica diaria de la ingeniería, la mayoría de los fabricantes citan "3σ / media" por comodidad para el cliente y para satisfacer los requisitos comunes de Cp/Cpk.
Según la norma ISO 5393, esta formulación corresponde a la misma clase más alta: ±2,5 %.
Por lo tanto, en lo que respecta al grado de precisión de la herramienta, la fórmula "3σ / media" es totalmente equivalente al enfoque de seis sigma de la norma ISO 5393.
De las fórmulas también se desprende lo siguiente: cuanto menor sea el valor de precisión, mejor será la reproducibilidad y la coherencia de la herramienta.
Más que un "punto único": las pruebas de precisión de ángulo completo garantizan un apriete uniforme
Además del método estadístico, la forma en que se realizan las mediciones influye en gran medida en la exhaustividad de la declaración de precisión.
La norma VDI 2647 exige que, tras un determinado número de lecturas, las herramientas de cuadradillo giren 90° y las de hexágono giratorio 60°, de modo que en un ciclo de prueba se cubra un giro completo de 360°.
Esta estricta norma tiene en cuenta la uniformidad de las cajas de cambios y otras transmisiones y garantiza un suministro de par fiable a lo largo de toda la revolución.
En Danikor, cada herramienta sólo sale de fábrica después de una prueba de ángulo completo, lo que garantiza que cada posición angular alrededor de una vuelta completa se mantiene dentro de la banda de alta precisión.
El informe adjunto muestra que, medido según la norma ISO 5393, la precisión del par en un solo punto está incluso dentro de 6σ ±1 %, lo que demuestra una dispersión muy baja.
Factores clave que influyen en la precisión de los atornilladores
Dentro de la transmisión de la herramienta, la calidad de mecanizado de los engranajes planetarios es el factor decisivo para la precisión del par de salida.
La mayoría de los engranajes disponibles en el mercado adolecen de un módulo grande, tolerancias amplias y baja dureza, todo lo cual degrada el rendimiento de la herramienta.
Al construir su propia línea de mecanizado y emplear equipos de alta precisión junto con un estricto flujo de procesos, Danikor produce engranajes de módulo pequeño que son a la vez duros, resistentes y precisos.
Esto, a su vez, mejora la estabilidad del par de salida, el control de la velocidad y la vida útil de la herramienta.