Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
¿Cómo determina el coeficiente de fricción el éxito o el fracaso del montaje de pernos?
{{{sourceTextContent.subTitle}}}
apriete de tornillos, solución automática de atornillado, sistema automático de alimentación y apriete de tornillos
{{{sourceTextContent.description}}}
En el mundo del montaje de tornillos, a menudo nos centramos en el valor del par de apriete, ese número claramente visible en la llave. Los ingenieros fijan estrictamente el par de apriete según las normas, y los operarios realizan el apriete con precisión. Sin embargo, un "controlador" oculto desempeña un papel decisivo entre bastidores: el coeficiente de fricción.
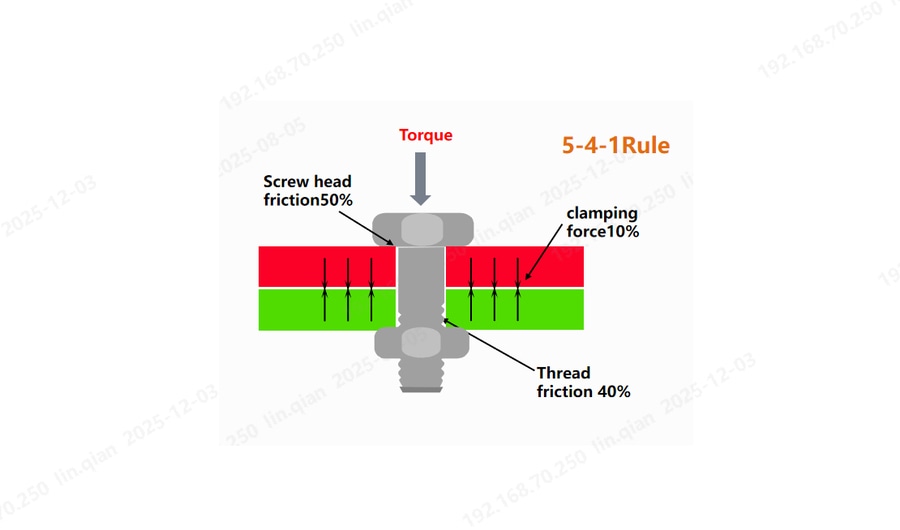
Muchos creen erróneamente que el "apriete" lo es todo, pero no se dan cuenta de que hasta el 90 % del par de apriete se utiliza para vencer la fricción. Sólo un 10% del par se convierte realmente en la precarga (fuerza de apriete) que necesitamos. Comprender la influencia del coeficiente de fricción es el primer paso hacia un montaje de tornillos de alta calidad.
El "triple consumo" del par de apriete
Para entender el coeficiente de fricción, primero debemos saber a dónde va el par de apriete. Cuando aplicamos el par de apriete, éste se consume principalmente en tres lugares:
Rozamiento de la rosca (≈ 40 %): rozamiento entre la rosca del tornillo y la rosca de la tuerca o del taladro roscado.
Rozamiento superficie de apoyo (≈ 50 %): rozamiento bajo la cabeza del tornillo o la brida de la tuerca contra la superficie de las piezas sujetas.
Precarga generadora (≈ 10 %): la parte que finalmente estira el tornillo y produce la fuerza de apriete para mantener unidas las piezas.
Como puede verse, la fricción consume la gran mayoría del par de entrada. El coeficiente de fricción es el parámetro central que mide la magnitud de estas fuerzas de fricción.
Cómo afecta directamente el coeficiente de fricción a la calidad del montaje
Las fluctuaciones en el coeficiente de fricción provocan directamente una enorme dispersión en la precarga, lo que conlleva dos riesgos extremos:
Situación 1 - Coeficiente de fricción demasiado bajo (demasiado suave)
Resultado: Cuando se alcanza el par objetivo, debido a que la fricción es demasiado pequeña, la proporción de par utilizada para crear precarga se vuelve relativamente grande.
Riesgo: El tornillo se estira en exceso, produciendo una precarga excesiva. Los casos leves provocan el aplastamiento de las piezas sujetas o el fallo de la junta; los casos graves hacen que el perno ceda, se alargue o incluso se rompa, provocando un fallo catastrófico.
Escenario 2 - Coeficiente de fricción demasiado alto (demasiado rugoso)
Resultado: Cuando se alcanza el par objetivo, la mayor parte del par se consume por la fricción.
Riesgo: La precarga es insuficiente. Esto provoca que la junta se afloje, que las piezas se deslicen unas respecto a otras y que la interfaz se abra; bajo cargas vibratorias, el problema empeora rápidamente, provocando de nuevo el fallo de la junta.
Factores clave que influyen en el coeficiente de fricción
Para controlar el coeficiente de fricción, primero debemos conocer los factores que influyen en él:
El tratamiento superficial y el revestimiento: Diferentes tratamientos como el cincado, el Dacromet, el fosfatado y la oxidación alteran significativamente el coeficiente de fricción. Los recubrimientos lubricantes (por ejemplo, MoS₂, PTFE) pueden estabilizar y reducir el coeficiente de fricción.
Estado de lubricación: ¿Se utiliza aceite o grasa? ¿De qué tipo? La uniformidad y estabilidad del lubricante son cruciales. La fricción en seco, la lubricación con aceite y la lubricación con grasa muestran enormes diferencias en el coeficiente de fricción.
Emparejamiento de materiales: la interacción entre la dureza del material del tornillo y de la pieza sujetada y la rugosidad de la superficie.
Velocidad de apriete: en algunos casos, la velocidad de apriete afecta a la distribución del lubricante y al régimen de fricción.
Apriete repetido: Cuando el mismo par tornillo-tuerca se desmonta y se vuelve a utilizar, el estado de la superficie y el coeficiente de fricción cambian.
¿Cómo gestionar eficazmente el coeficiente de fricción y lograr un montaje fiable?
Frente a los retos que plantea el coeficiente de fricción, la industria moderna ofrece soluciones maduras:
Método par-ángulo
En lugar de basarse únicamente en el par de apriete, este método aplica primero un par de apriete inicial para eliminar la holgura y, a continuación, gira en un ángulo especificado. Dado que el alargamiento del perno es proporcional al ángulo de giro, el método controla la precarga más directamente y reduce la influencia de la dispersión del coeficiente de fricción.
Utilizar agentes estabilizadores de la fricción
Aplique el aceite o pasta lubricante especificado durante el montaje y asegúrese de que la marca, el modelo y la cantidad son consistentes. Esto garantiza la estabilidad del coeficiente de fricción de lote a lote.
Medición directa de la precarga
En el caso de uniones críticas, adopte métodos más directos, como medidores de elongación de pernos o pernos instrumentados con sensores para controlar directamente la precarga, evitando por completo el problema del coeficiente de fricción.
Estandarizar el proceso de montaje
Establezca instrucciones de trabajo estrictas que definan claramente los recubrimientos de pernos y tuercas, los lubricantes, las herramientas de apriete y los procedimientos de apriete, y proporcione formación profesional a los operarios.
Los servoaccionamientos inteligentes Danikor, con su control inteligente, monitorización inteligente y rendimiento fiable, proporcionan soluciones de apriete de alta calidad para la fabricación de automóviles y otras industrias de montaje mecánico, ayudando a las empresas a mejorar continuamente la calidad del producto y la eficiencia de la producción para satisfacer la demanda del mercado de productos de alta calidad