Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
¿Cómo consigue una máquina de apriete de pernos multihusillo un apriete colaborativo de alta precisión?
{{{sourceTextContent.subTitle}}}
apriete de tornillos colaborativo de alta precisión, apriete de pernos multihusillo, sistema automático de atornillado
{{{sourceTextContent.description}}}
En la fabricación de automóviles, maquinaria de ingeniería, ensamblaje de grandes equipos y otros campos, la calidad del apriete de las estructuras de conexión multiperno determina directamente la estabilidad y seguridad del producto. Los equipos de apriete monohusillo ya no pueden satisfacer las demandas del ensamblaje síncrono de pernos múltiples, lo que ha dado lugar a la aparición de máquinas de apriete de pernos multihusillo, siendo su principal competitividad el apriete colaborativo de alta precisión. Mucha gente entiende de forma simplista el apriete síncrono como "todos los husillos arrancan y paran simultáneamente" En realidad, la verdadera colaboración de alta precisión requiere la coincidencia en tiempo real del par, la posición y la velocidad para garantizar el progreso sincronizado del apriete en todos los husillos y garantizar una fuerza de precarga coherente para cada perno. Las siguientes secciones proporcionan un análisis en profundidad de la lógica clave que subyace al apriete colaborativo de alta precisión en máquinas de apriete de pernos multihusillo, abarcando conceptos básicos, vías de implementación, salvaguardas complementarias y valor de aplicación:
I. Conceptos básicos: Objetivos y conceptos erróneos del apriete colaborativo
Objetivo principal: Resolver el problema de la "distribución desigual de la fuerza" en el ensamblaje de pernos múltiples mediante la colaboración dinámica de parámetros multidimensionales, logrando una fuerza de precarga uniforme y consistente en todos los pernos y evitando problemas en los que algunos pernos están sueltos mientras que otros están sobrecargados.
Error común: El apriete sincronizado no es simplemente "arrancar y parar simultáneamente" Si sólo se persigue la sincronización de acciones y se ignora la colaboración de parámetros, los tornillos que completen primero el apriete soportarán prematuramente la mayor parte de la carga, lo que dificultará que los tornillos siguientes alcancen la fuerza de precarga preestablecida. Esto puede provocar la deformación estructural del producto, el fallo de las conexiones y otros riesgos, pudiendo desencadenar graves accidentes de seguridad en equipos de gran carga y alta velocidad.
II. Vías clave para lograr un apriete colaborativo de alta precisión
Garantía fundamental: Arquitectura distribuida con controladores independientes
Cada husillo de apriete está equipado con su propio controlador independiente, en lugar de un único controlador que gestione todos los husillos. Este diseño permite que los datos de par, posición y velocidad de cada husillo se recopilen y controlen de forma independiente y precisa, lo que evita retrasos o errores causados por el procesamiento excesivo de datos en un único controlador. Cada controlador independiente actúa como una "unidad de control dedicada", capaz de responder en tiempo real al estado de funcionamiento de su husillo correspondiente, proporcionando datos de apoyo para los ajustes de colaboración posteriores.
Concentrador de datos: Intercambio de datos en tiempo real mediante bus de alta velocidad
Varios controladores independientes forman una red interconectada a través de un bus de alta velocidad, lo que permite transmitir y compartir datos en tiempo real. Durante el proceso de apriete, los parámetros de funcionamiento en tiempo real de cada husillo (cambios de par, progreso de posición, velocidad de funcionamiento) se sincronizan con la unidad de control maestra del sistema a través del bus de alta velocidad. La unidad de control maestro realiza un análisis comparativo en tiempo real de todos los parámetros, rompiendo los silos de información entre husillos y permitiendo que el sistema capte globalmente la dinámica de apriete, proporcionando una base de toma de decisiones oportuna y precisa para los ajustes colaborativos.
Tecnología principal: servoaccionamiento de alta precisión y control de ángulo de par de doble bucle cerrado
El sistema de servoaccionamiento puede ajustar la velocidad de funcionamiento y el par de salida de los husillos de apriete de acuerdo con las instrucciones del controlador, garantizando un funcionamiento estable y controlable del husillo. El control de par-ángulo de bucle cerrado doble permite una supervisión doble: el bucle cerrado de par supervisa y ajusta el par de salida en tiempo real para evitar anomalías de par; el bucle cerrado de ángulo realiza un seguimiento del ángulo de rotación, correspondiente al progreso de apriete de los pernos. Cuando la unidad de control principal detecta que un husillo está adelantado en la posición, ordena al controlador de ese husillo que reduzca la velocidad y espere a que los demás le alcancen; si un husillo se retrasa en el avance, los parámetros se ajustan adecuadamente para garantizar que todos los husillos avancen de forma sincronizada.
III. Protección suplementaria: Función de calibración adaptativa
En diferentes escenarios de montaje, las especificaciones de los pernos, los materiales de las piezas de trabajo, las condiciones de conexión y otros factores cambian, lo que afecta a los patrones de variación del par y el ángulo durante el apriete. La función de calibración adaptativa del equipo puede, antes del apriete formal, recopilar los parámetros relevantes mediante el apriete de prueba y optimizar automáticamente los parámetros de control para cada husillo, garantizando que la lógica de colaboración se adapte a los diferentes requisitos de montaje. Esta función no sólo mejora la versatilidad del equipo, sino que también refuerza la precisión y la estabilidad del apriete colaborativo.
IV. Valor de aplicación: Mejora de la calidad y la estabilidad del ensamblaje
Garantizar la fiabilidad del producto: Al asegurar una fuerza de precarga uniforme y consistente en todos los pernos, la calidad del ensamblaje del producto y la fiabilidad estructural mejoran significativamente, reduciendo los costes de retrabajo y reparación causados por defectos de ensamblaje.
Reducción de las interferencias humanas: El control colaborativo automatizado reduce la intervención de la operación manual, evitando el impacto de los factores humanos en la calidad del apriete y mejorando la estabilidad y repetibilidad del proceso de ensamblaje.
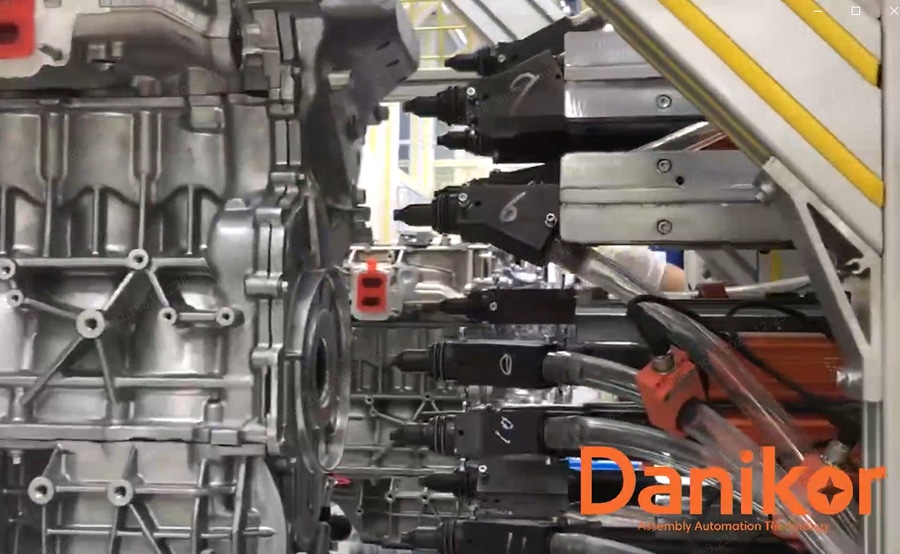
Adaptación a escenarios de alta exigencia: En campos con estrictos requisitos de calidad de ensamblaje, como el ensamblaje de chasis de automóviles, el ensamblaje de bloques de cilindros de motores y las conexiones de grandes máquinas de ingeniería, se ha convertido en un importante apoyo para mejorar la competitividad de los productos.
El apriete colaborativo de alta precisión de las máquinas de apriete de pernos multihusillo no es el resultado de una única tecnología, sino más bien el producto de múltiples tecnologías que incluyen controladores independientes, buses de alta velocidad, servoaccionamientos y control dual de bucle cerrado. Su lógica central consiste en lograr la sincronización dinámica del progreso del apriete en todos los husillos mediante la colaboración precisa de parámetros multidimensionales en tiempo real, garantizando una fuerza de precarga de pernos uniforme y consistente. A medida que aumenten las exigencias de estabilidad de la calidad en el montaje industrial, la tecnología de apriete colaborativo de alta precisión seguirá optimizándose, proporcionando garantías fiables para un montaje de alta calidad en más industrias.