Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
¿Qué diferencia hay entre apretar tornillos y apretar tuercas?
{{{sourceTextContent.subTitle}}}
diferencias entre apretar tornillos y apretar tuercas
{{{sourceTextContent.description}}}
En campos industriales como el montaje de automóviles y la fabricación de maquinaria, la fijación roscada es un método de conexión básico muy utilizado. La aplicación de procesos como el método del par y el método del par más ángulo ha hecho que el control de la precarga en la fijación roscada sea cada vez más preciso. En las estructuras de conexión convencionales de perno y tuerca, existen dos métodos de operación: fijar la cabeza del perno y apretar la tuerca y sujetar la tuerca y apretar el perno. Aunque estos dos métodos parecen diferir sólo en el objetivo de la operación, en realidad muestran diferencias significativas en múltiples dimensiones, incluidas las especificaciones del proceso, el rendimiento de la fuerza y la aplicación práctica. Elegir el método de apriete adecuado es clave para garantizar la eficacia de la fijación y mejorar la fiabilidad de la conexión de los equipos.
I. Normas y aplicaciones convencionales: No hay requisitos obligatorios, se prefiere el apriete de tuercas
En la actualidad, no existen normas nacionales explícitas ni especificaciones industriales que obliguen a utilizar exclusivamente el apriete con pernos o con tuercas para las conexiones de pernos y tuercas. Desde la perspectiva de los principios de diseño, ambos métodos de apriete son viables.
En la práctica de producción a largo plazo, el apriete de tuercas se ha convertido en la elección principal para las uniones convencionales de tornillo y tuerca debido a su estabilidad operativa y universalidad, y es el método operativo general utilizado en los lugares de montaje de diversas industrias. Únicamente en lugares de fijación especiales a los que no puede acceder el equipo de apriete o en los que las condiciones de espacio son limitadas, se selecciona el método de apriete de pernos para completar el montaje.
II. Estados de tensión: Teóricamente coherentes, pero con desviaciones debidas a diferencias estructurales en la práctica
(A) Nivel teórico: No hay diferencias esenciales en la tensión de los tornillos
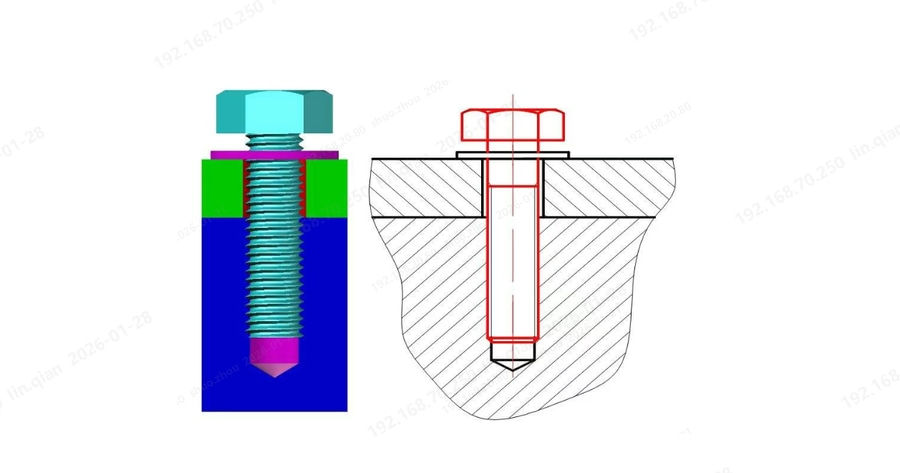
Desde un análisis de principios mecánicos, tanto si se aprieta el perno como la tuerca, el cuerpo del perno soporta simultáneamente dos tensiones principales: la tensión de tracción causada por la precarga y la tensión de cizalladura torsional aplicada por el par de torsión de la rosca. Si el coeficiente de fricción entre el perno y la tuerca se mantiene constante y los diámetros de la superficie de apoyo coinciden perfectamente, la tensión combinada sobre el perno no mostrará desviaciones significativas y, teóricamente, se puede conseguir el mismo efecto de apriete.
(B) Nivel práctico: Las diferencias estructurales provocan desviaciones de tensión y par de apriete
En el montaje real, los efectos de tensión de los dos métodos son propensos a las desviaciones, siendo la causa principal los detalles estructurales y los problemas de coincidencia dimensional entre los pernos y las tuercas.
Coeficientes de fricción incoherentes: Las dimensiones angulares incluidas de la superficie de apoyo de la cabeza del tornillo y la superficie de apoyo de la tuerca suelen tener desviaciones de diseño, lo que provoca directamente dificultades para mantener coeficientes de fricción uniformes entre ambas, modificando así el par de fricción durante el apriete y provocando fluctuaciones evidentes en la tensión combinada sobre el tornillo.
Emparejamiento dimensional irrazonable: Si no se presta atención a la compatibilidad entre los pernos y las tuercas durante el diseño, como por ejemplo seleccionando diferentes series de normas nacionales para los pernos de brida y las tuercas de brida, se producirá un desajuste entre los diámetros de la superficie de apoyo de ambos. Las diferencias en el diámetro de fricción equivalente afectarán aún más a la eficacia de la transmisión del par, reduciendo significativamente la precisión del control de la precarga. Por lo tanto, en la fase de diseño, se debe dar prioridad a la selección de productos coincidentes con diámetros de superficie de apoyo de pernos y tuercas coherentes para reducir las desviaciones de fijación en el origen.
III. Aplicación práctica: Diferencias significativas en espacio, herramientas y operaciones
Los dos métodos de apriete muestran diferencias significativas en cuanto a comodidad operativa, requisitos de espacio y adaptabilidad de las herramientas durante el montaje real, lo que afecta directamente a la eficacia de la producción y a la dificultad del montaje. Estas son también consideraciones importantes para la selección in situ de los métodos de apriete.
(A) Utilización del espacio e inserción del tornillo: El apriete de tuercas tiene mayores ventajas operativas
El método de insertar el perno desde el exterior y apretar la tuerca desde el interior es más cómodo de utilizar. Sólo requiere reservar espacio para el grosor de la tuerca, la longitud de la protuberancia del perno y una pequeña cantidad de herramientas antirrotación para satisfacer las necesidades de montaje. Si se inserta el perno desde el interior y luego se aprieta, no sólo es más difícil la alineación de los orificios de los pernos, sino que también requiere un mayor espacio operativo, imponiendo requisitos más estrictos sobre las condiciones de espacio en el lugar de montaje.
(B) Adaptabilidad de las herramientas: Cada una tiene sus características, con poca diferencia en el coste global
Al apretar el perno, se pueden seleccionar directamente vasos cortos, lo que ofrece una mayor adaptabilidad de la herramienta sin necesidad de tener en cuenta la longitud de la protuberancia del perno. Al apretar la tuerca, los vasos deben seleccionarse en función de la longitud del saliente del tornillo. Algunos tornillos con funciones de guía tienen protuberancias más largas y requieren el uso de vasos largos, lo que no sólo aumenta los costes de adquisición de herramientas, sino que también puede reducir la rigidez del vaso.
Sin embargo, en la producción real, el diseño del utillaje antigiro utilizará casquillos largos en el otro extremo, por lo que los costes globales de selección de utillaje para ambos métodos no difieren significativamente. Los factores relacionados con las herramientas no son la base fundamental para seleccionar los métodos de apriete.
(C) Pérdidas operativas: el apriete de pernos produce fácilmente un par de fricción adicional
El apriete de pernos tiene un problema que se pasa por alto fácilmente: la pérdida de fricción adicional causada por la alineación del conjunto. Si el conjunto de pernos presenta una ligera desalineación, durante el proceso de apriete, el vástago del perno generará fricción adicional con el orificio del perno, aumentando directamente el par de fricción y forzando el aumento del par de entrada real. Por el contrario, las operaciones de apriete de tuercas básicamente no se ven afectadas por los problemas de alineación de los pernos y no necesitan soportar esta pérdida de par adicional.
IV. Industrias especiales: Diferencias significativas en los requisitos de par, con mayores requisitos de par para el apriete de pernos
Las diferencias de par entre los dos métodos de apriete son más prominentes en industrias especiales, con la industria aeronáutica como ejemplo: los requisitos de par nominal para el apriete de pernos en la industria aeronáutica son aproximadamente un 10% superiores a los del apriete de tuercas.
Además de verse afectada por las desviaciones por fricción y las pérdidas de par adicionales por alineación del montaje mencionadas anteriormente, esta diferencia también está relacionada con los diseños especiales de la industria aeronáutica. Los tornillos de aviación suelen adoptar procesos de ajuste de interferencia, y el diámetro de la superficie de apoyo del tornillo es relativamente pequeño. Estos factores amplifican aún más la diferencia de requisitos de par entre los dos métodos de apriete.
Conclusión
El apriete de tornillos y tuercas no es una simple elección operativa, sino que requiere un juicio exhaustivo basado en el espacio de montaje, la compatibilidad de las herramientas, las dimensiones estructurales de las piezas y los requisitos de los procesos industriales.
En situaciones de montaje convencionales, es más probable que el apriete de la tuerca garantice la estabilidad de la fijación, por lo que es la mejor opción. En zonas especiales con limitaciones de espacio a las que no puede acceder el equipo de apriete, el apriete de pernos es una solución más práctica. Siempre que se realicen correctamente los trabajos básicos, como el ajuste de la alineación de los pernos, la adaptación del coeficiente de fricción y el diseño dimensional, ambos métodos de apriete pueden lograr la misma fuerza de sujeción y el mismo efecto de fijación, evitando eficazmente los impactos en la fiabilidad de la conexión del equipo debidos a una selección inadecuada del método.