Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Relación entre par y ángulo
{{{sourceTextContent.subTitle}}}
Destornillador dinamométrico y angular, destornilladores dinamométricos para cadena de montaje, Destornillador dinamométrico eléctrico
{{{sourceTextContent.description}}}
En industrias como el ensamblaje mecánico, la fabricación de automóviles y el montaje de equipos electrónicos, el apriete de tornillos es un proceso crítico que garantiza la estabilidad estructural y la seguridad del producto. El desarrollo de una estrategia de apriete científica y razonable depende del control preciso de dos parámetros principales: el par y el ángulo. Su cooperación sinérgica determina directamente el índice de aprobación de la calidad del apriete. La curva de apriete, como representación intuitiva de la relación cambiante entre ambos, sirve de "herramienta central" para la detección de errores y el diagnóstico de fallos en el montaje in situ.
I. La relación central entre par y ángulo: La ley lineal del apriete cualificado
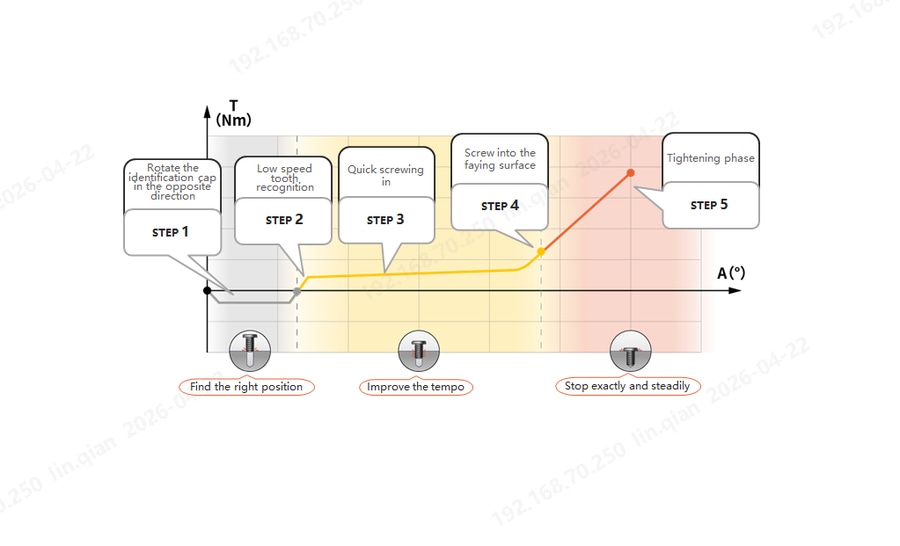
Todo el proceso de apriete de tornillos consiste esencialmente en aplicar par para impulsar la rotación del tornillo (cambio de ángulo), haciendo que el tornillo sufra una deformación elástica o plástica, generando así una fuerza de precarga para lograr un contacto firme entre los componentes. Durante un proceso de apriete cualificado, la relación entre el par y el ángulo muestra una clara ley lineal por fases, que puede dividirse en tres etapas clave. Estas etapas constituyen los componentes centrales de la curva de apriete. Su base teórica proviene de la combinación de la Ley de Hooke y la geometría de la rosca, lo que significa que el ángulo de rotación del tornillo es aproximadamente proporcional a la suma del alargamiento del tornillo y la compresión de las piezas conectadas.
1. Fase de acoplamiento y asentamiento de la rosca: El par es mínimo, el ángulo aumenta lentamente.
Desde el momento en que el tornillo se acopla (alineado con el orificio roscado) hasta que se asienta contra la superficie de la pieza conectada, el núcleo de esta fase es eliminar la holgura de la rosca y lograr el acoplamiento inicial. Dado que no se ha generado ninguna precarga efectiva, la resistencia a la rotación del tornillo es muy pequeña; por lo tanto, el valor del par es próximo a cero y aumenta suavemente. El ángulo aumenta lentamente con la profundidad de acoplamiento del tornillo. El cambio de ángulo en esta fase se utiliza principalmente para superar la holgura inicial entre las roscas, sin que se genere precarga efectiva. Las mediciones de algunos tornillos de culata de automóviles muestran que la precarga correspondiente a los primeros 30 grados de rotación puede ser incluso nula, hasta que la tuerca está completamente asentada contra la superficie de la brida.
2. Fase de deformación elástica: El par y el ángulo son directamente proporcionales de forma lineal; el par aumenta rápidamente.
Una vez que el tornillo se asienta contra la superficie de la pieza conectada, el apriete entra en la zona de deformación elástica. En este punto, el tornillo comienza a sufrir un alargamiento elástico debido al par aplicado, mientras que la pieza conectada se comprime. La relación entre sus rigideces determina la distribución de la deformación. La característica clave de esta fase es una estricta relación lineal proporcional entre el par y el ángulo, y el valor del par aumenta rápidamente. La resistencia durante la fase de deformación elástica procede principalmente de la tensión elástica del tornillo. A medida que aumenta el ángulo, la tensión elástica se acumula continuamente, y el par aumenta en consecuencia. En la práctica, el proceso de apriete de la mayoría de los tornillos alcanza el valor de par objetivo durante esta fase, completando un apriete cualificado.
3. Fase de deformación plástica: El incremento de par es pequeño, el ángulo aumenta significativamente.
Si la fuerza de apriete sigue aumentando, una vez que el par supera el límite elástico del tornillo, el apriete entra en la zona de deformación plástica. Aquí, el tornillo sufre un alargamiento plástico irreversible y su rigidez disminuye. Por lo tanto, sólo se necesita un pequeño incremento del par para provocar un alargamiento significativo del tornillo. En la curva de apriete, esto se refleja como un suave aumento del par, mientras que el ángulo aumenta sustancialmente. Sólo algunas situaciones especiales (por ejemplo, uniones atornilladas de alta resistencia) requieren que el apriete del tornillo se detenga después de alcanzar el límite elástico para garantizar la estabilidad de la precarga. En estos casos, es necesario un control preciso combinado de par-ángulo para evitar la fractura del tornillo.
El cambio continuo a través de las tres etapas anteriores constituye la curva de apriete completa. La curva de apriete actúa como un "electrocardiograma" del proceso de montaje, registrando los cambios dinámicos de par y ángulo en tiempo real. No sólo refleja de forma intuitiva si el proceso de apriete es correcto, sino que también permite localizar rápidamente los fallos in situ a través de las tendencias anómalas de la curva, proporcionando un soporte de datos preciso para la gestión a prueba de errores del montaje. Este es el valor fundamental de la función de análisis de superposición de curvas en las herramientas de apriete inteligentes: al comparar varias curvas de apriete, se pueden identificar con precisión las anomalías, optimizar los procesos y garantizar la estabilidad de la calidad.
II. Valor práctico de la curva de apriete: Clave para la prevención de errores de montaje y la optimización de procesos
Para la industria del montaje mecánico, la curva de apriete no es sólo una "herramienta afilada" para el diagnóstico de fallos, sino también una base fundamental para optimizar las estrategias de apriete y mejorar la calidad del montaje. El análisis de la curva de apriete arroja tres valores fundamentales:
Detección de errores en tiempo real: La comparación de una curva estándar con la curva real medida permite detectar anomalías durante el apriete en tiempo real. El apriete puede detenerse rápidamente para evitar que los productos defectuosos pasen al siguiente proceso, reduciendo así los costes de reprocesado.
Trazabilidad precisa: Cuando se produce un fallo de montaje, el análisis de las características de la curva permite identificar rápidamente la causa del fallo (por ejemplo, el exceso de par corresponde a una velocidad excesiva o a un apriete repetido), lo que elimina la necesidad de realizar comprobaciones paso a paso y mejora la eficacia de la gestión de fallos.
Optimización del proceso: Utilizando los datos de curvas acumulados a lo largo del tiempo, se pueden optimizar los ajustes de los parámetros de par y ángulo. Parámetros clave como la velocidad de apriete y el par previo pueden ajustarse para adaptarse a tornillos de diferentes especificaciones y materiales, mejorando la estabilidad de la calidad del apriete.
Conclusión: El par y el ángulo son los dos parámetros clave de una estrategia de apriete. Su relación durante un proceso de apriete cualificado muestra un patrón lineal claro y escalonado, y la curva de apriete es la representación intuitiva de esta relación. El dominio de las características de la curva permite un rápido diagnóstico de los problemas in situ, la optimización del proceso y la reducción de las pérdidas relacionadas con los fallos. Las herramientas de apriete inteligentes de Danikor pueden supervisar los valores de salida de par y ángulo en tiempo real durante el proceso de apriete, generar y guardar las curvas correspondientes, detectar con precisión anomalías como la altura flotante o el desprendimiento de la rosca, y proporcionar información en tiempo real sobre los resultados del apriete. De este modo, se reduce el tiempo de inspección y reprocesado posterior. Los datos de apriete pueden exportarse o cargarse en el sistema MES (Manufacturing Execution System) para facilitar la trazabilidad y el análisis. Tanto los operarios como los ingenieros de optimización de procesos deberían valorar el análisis y la aplicación de la curva de apriete, haciendo que el proceso de apriete sea más preciso y eficiente, construyendo así una base sólida para la calidad del producto.