Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Fallos comunes de apriete: Características de las curvas correspondientes y puntos de solución de problemas
{{{sourceTextContent.subTitle}}}
destornillador eléctrico de alta precisión, sistema de destornillador eléctrico, destornillador eléctrico con trazabilidad de datos
{{{sourceTextContent.description}}}
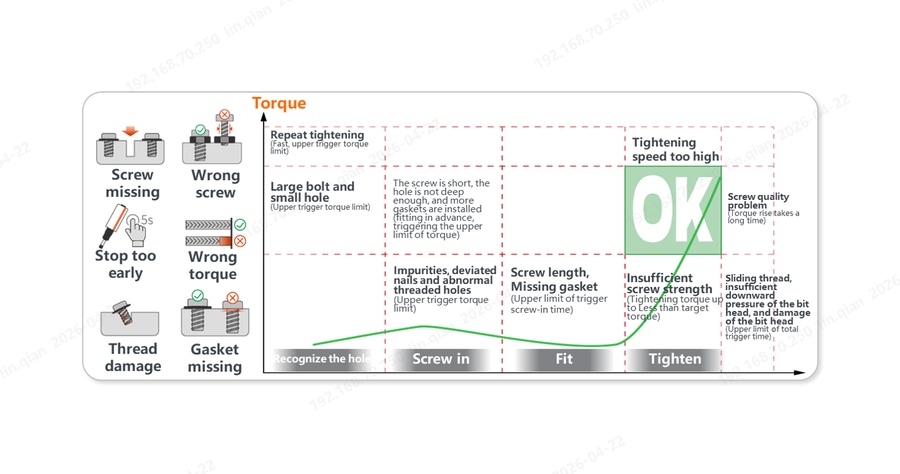
En el proceso de montaje real, en el que influyen diversos factores como la calidad del tornillo, los procedimientos operativos, los parámetros del equipo y el estado de los componentes, se producen con frecuencia fallos de apriete. Cada tipo de fallo deja una "huella" única en la curva de apriete. Dominar las características de estas curvas ayuda a solucionar rápidamente los problemas, optimizar las estrategias de apriete y reducir las tasas de reprocesamiento y los daños en los componentes.
1. Apriete repetido: La curva aumenta bruscamente en poco tiempo, provocando un exceso de par.
El apriete repetido es uno de los fallos más comunes en la práctica, causado sobre todo por errores del operario o programas anómalos del equipo que hacen que el mismo tornillo se apriete dos o más veces. La característica principal de la curva correspondiente es: en un breve periodo (normalmente unos segundos), el par aumenta bruscamente, superando con creces el valor de par objetivo, lo que crea un fenómeno de "rebasamiento del par". El apriete normal tiene un aumento de par regular y amortiguado, pero el apriete repetido vuelve a aplicar par en un tornillo que ya ha alcanzado el par objetivo, provocando un pico de par instantáneo. Las mediciones de una estación de trabajo mostraron que el par de un tornillo apretado repetidamente se disparaba en 3 segundos, mientras que el intervalo para un apriete normal debía ser superior a 7 segundos. En casos graves, esto puede provocar la rotura del tornillo. Durante la localización de averías, hay que centrarse en comprobar el programa de apriete del equipo (si tiene una función antiapriete repetido) y el cumplimiento de los procedimientos por parte del operario.
2. Tornillo flotante o demasiado corto: La curva sube normalmente, pero el ángulo de apriete es demasiado pequeño.
Un tornillo flotante (en el que el tornillo no se asienta completamente contra la pieza conectada, dejando un hueco) o un tornillo demasiado corto provocarán que el proceso de apriete finalice prematuramente. La característica de la curva correspondiente es: la tendencia de aumento del par es básicamente la misma que una curva normal, sin ninguna anomalía evidente, pero el ángulo de apriete es mucho menor que el valor estándar. Debido a que el tornillo no alcanza la profundidad de asiento preestablecida o tiene una longitud insuficiente, no puede completar la fase de deformación elástica completa. Una vez que el par de apriete alcanza un determinado valor, deja de aumentar, y el ángulo deja de aumentar en consecuencia. Este fallo provoca una precarga insuficiente, lo que hace que los componentes sean propensos a aflojarse. Durante la localización de averías, compruebe las especificaciones del tornillo (si coinciden con la pieza de trabajo), si hay residuos en la superficie de las piezas conectadas (causando un tornillo flotante), o si la profundidad del agujero es insuficiente o el diámetro del agujero es demasiado pequeño, impidiendo el asentamiento normal del tornillo.
3. Rosca anormal/agujero roscado/superficie del producto: Asentamiento y encaje anormales, la curva es irregular.
Cuando las roscas de los tornillos o los orificios roscados están dañados, oxidados u obstruidos por residuos, o cuando la superficie de la pieza conectada es irregular o presenta contaminación por aceite, el proceso de asentamiento y acoplamiento del tornillo se vuelve anormal. La curva correspondiente carece de un patrón de fases claro. Las manifestaciones específicas incluyen: el par fluctúa erráticamente durante la fase de acoplamiento y asentamiento de la rosca en lugar de aumentar suavemente; después de entrar en la fase de asentamiento, el aumento del par es desordenado, posiblemente mostrando fluctuaciones "pegajosas" (similares a una onda en diente de sierra), a menudo acompañadas de un ruido "chirriante" durante el montaje. Esto ocurre porque las protuberancias microscópicas de las roscas se atascan y deslizan constantemente, provocando fluctuaciones de fricción anormales. Para solucionar el problema hay que limpiar las roscas y los orificios, eliminar el óxido, comprobar si las roscas están rayadas o deformadas, sustituir los tornillos dañados o reparar los orificios roscados y, si es necesario, aplicar una cantidad adecuada de lubricante para reducir la fricción.
4. Velocidad de apriete demasiado alta: El par de apriete se sobrepasa, la curva es pronunciada sin amortiguación.
Si la velocidad de apriete es demasiado alta, el par se transmite con demasiada rapidez. El tornillo no puede completar una deformación elástica suave, lo que provoca un exceso de par. La característica de la curva correspondiente es: un aumento anormalmente pronunciado del par sin una fase normal de amortiguación, superando rápidamente el valor de par objetivo, y la relación lineal entre el ángulo y el par se interrumpe. La alta velocidad impide que el equipo controle con precisión los incrementos de par, por lo que es probable que se produzca un "rebasamiento". Esto no sólo causa una precarga excesiva, sino que también puede provocar la deformación del tornillo o el desprendimiento de la rosca. Para optimizar, ajuste la velocidad del equipo de apriete de acuerdo con las especificaciones y el material del tornillo, lo que puede evitar eficazmente estos problemas.
5. Mala calidad del tornillo o falta de arandela: Con el mismo par de apriete, el ángulo es demasiado grande.
Si un tornillo tiene defectos de calidad (por ejemplo, precisión de rosca insuficiente, material desigual) o si se omite una arandela durante el montaje, la resistencia durante el apriete disminuye. Para alcanzar el mismo valor de par que en un apriete normal, se necesita una compensación angular mayor. La característica de la curva correspondiente es: el par aumenta más lentamente, y el ángulo correspondiente al mismo par es mucho mayor que el valor estándar. Por ejemplo, al alcanzar el par objetivo normalmente, el ángulo podría ser de 180°, pero con este fallo, el ángulo podría alcanzar 250° o más. La falta de arandela provoca una amortiguación insuficiente de las piezas conectadas, lo que hace que el tornillo sea propenso a aflojarse. Los problemas de calidad del tornillo pueden provocar una fractura posterior. La resolución de problemas implica comprobar la calidad del tornillo, verificar el proceso de montaje (confirmando si las arandelas están instaladas) y reducir el impacto de los errores de rosca.
6. Rosca pelada, deslizamiento de la broca o agujero roscado dañado: El ángulo aumenta excesivamente, mientras que el par no muestra un aumento significativo.
Las roscas desgastadas (desgaste de la rosca, pérdida de encaje), el deslizamiento de la broca (mal ajuste entre la broca y la cabeza del tornillo que provoca el deslizamiento) o un orificio roscado dañado impiden que el par de apriete se transmita eficazmente al tornillo. Durante el apriete, el ángulo sigue aumentando, pero el par se mantiene en un nivel bajo sin tendencia significativa al alza. La característica de la curva correspondiente es: el ángulo aumenta significativamente, incluso superando el valor estándar en 2-3 veces, pero el par se mantiene bajo y no alcanza el valor objetivo. En algunos casos, puede producirse un fenómeno de "pérdida repentina de fuerza", con una caída del par de más del 30%, que se asemeja a la cresta de una montaña rusa y luego a una caída repentina. Esto ocurre porque los dientes de la rosca se han fracturado, impidiendo un engranaje eficaz. Para solucionar el problema, hay que sustituir los tornillos o brocas dañados, reparar o volver a roscar el orificio roscado, aumentar la longitud efectiva de engrane de la rosca y reforzar la dureza de los dientes de la rosca para evitar que se repita este fallo.
Las herramientas de apriete inteligentes de Danikor pueden supervisar los valores de par y ángulo en tiempo real durante todo el proceso de apriete, generar y almacenar automáticamente las curvas correspondientes, identificar con precisión diversas anomalías como la altura flotante o el desprendimiento de la rosca, y proporcionar información en tiempo real sobre los resultados del apriete. De este modo, se reducen eficazmente los costes posteriores de solución de problemas y reprocesado. Además, los datos de apriete pueden exportarse y cargarse en sistemas MES, lo que facilita la posterior trazabilidad de la calidad y el análisis de datos. Tanto los operarios de primera línea como los ingenieros de optimización de procesos deberían valorar el análisis y la aplicación de curvas de apriete para mejorar aún más la precisión del apriete y la eficacia operativa, proporcionando una garantía fiable de la calidad del producto.