Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
¿Cuál es la diferencia entre el apriete de tornillos paso a paso y el apriete en varias etapas?
{{{sourceTextContent.subTitle}}}
apriete de tornillos paso a paso, sistema de atornillado automático, atornillador eléctrico y sistema alimentador
{{{sourceTextContent.description}}}
En los principales procesos de los fabricantes de equipos originales de automoción, como el montaje final y la fabricación de componentes, el proceso de apriete de tornillos determina directamente la calidad del montaje y la estabilidad operativa del vehículo. En los casos de apriete de alta exigencia, como las conexiones del chasis, las piezas estructurales de la carrocería y las cadenas cinemáticas, el proceso estándar de apriete en una sola fase ya no puede cumplir los estándares de producción. En consecuencia, el apriete paso a paso y el apriete multietapa se han convertido en procesos habituales. Muchos fabricantes de automóviles y empresas de montaje confunden fácilmente estos dos procesos; sin embargo, su lógica operativa, escenarios aplicables y funciones básicas son completamente diferentes. Este artículo, centrado en las necesidades de producción de volumen de los fabricantes de equipos originales, analiza claramente las diferencias y los valores de aplicación de estos dos procesos de apriete.
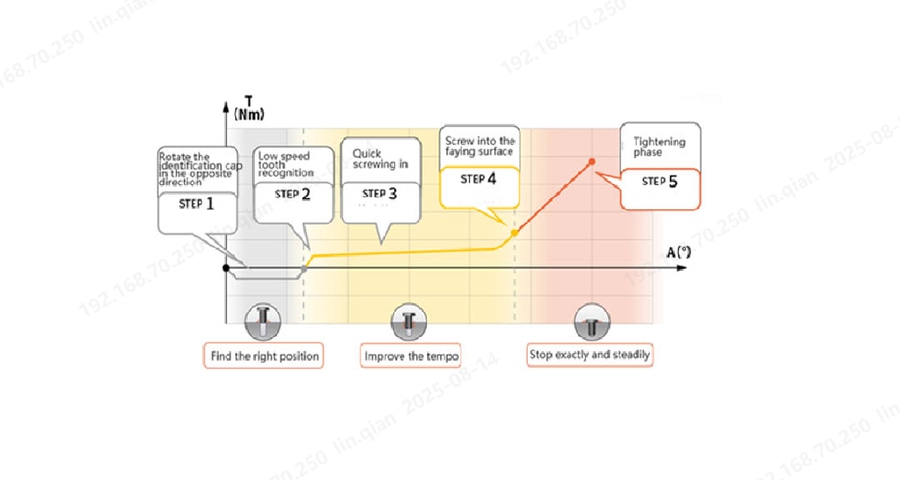
En primer lugar, hablemos del apriete paso a paso. Su lógica principal es dividir todo el proceso de apriete en segmentos, centrándose principalmente en resolver problemas básicos de montaje, como que los tornillos no se alineen bien con los orificios, que los tiempos de ciclo sean lentos y que se sobrepase el par de apriete. Sus principales objetivos son la adaptabilidad y la eficacia de la producción. Este proceso divide la secuencia de las acciones de apriete de los tornillos, que suelen incluir varios pasos, como la localización de roscas a baja velocidad, la bajada a alta velocidad, la detección de ajuste o instalación y el apriete final a baja velocidad.
Los diseños para la localización de roscas a baja velocidad y la localización de roscas inversa corrigen eficazmente el ángulo del tornillo, garantizando una entrada suave en el orificio y evitando el roscado cruzado o la fijación en ángulo.
El modo de descenso de alta velocidad mejora significativamente el tiempo de ciclo operativo, satisfaciendo las necesidades de producción de gran volumen de los fabricantes de equipos originales.
Por último, al finalizar con el apriete a baja velocidad se evita de forma eficaz el rebasamiento instantáneo del par de apriete, lo que evita el desgarro de la rosca del tornillo y los daños por aplastamiento de la pieza de trabajo.
Este proceso aborda principalmente los problemas de ajuste durante el montaje, equilibrando la eficiencia de la producción con la calidad básica del cierre.
Por otro lado, la lógica central del apriete multietapa es romper las fases de tensión del apriete. Su principal objetivo es eliminar las tensiones de montaje, reducir la relajación del par y mejorar la estabilidad del apriete. Se utiliza sobre todo para componentes de conexión críticos que soportan cargas pesadas y vibraciones frecuentes. Las prácticas habituales de la industria incluyen procesos de apriete en dos o tres etapas, que son fundamentalmente diferentes del apriete paso a paso.
Apriete en dos etapas: Apriete a un primer par preestablecido, manténgalo brevemente para estabilizar y liberar la tensión interna generada por el montaje y, a continuación, apriete de nuevo al par objetivo final estándar.
Apriete en tres fases (aún más riguroso): Después de alcanzar el primer objetivo de par de apriete, invierta/afloje el tornillo según un ángulo estándar para liberar completamente la tensión residual en las superficies de contacto y los huecos de montaje. Por último, vuelva a apretar hasta alcanzar el par objetivo. Este proceso reduce significativamente el riesgo de relajación del par y aflojamiento del tornillo a largo plazo durante el funcionamiento del vehículo.
Para resumir brevemente las principales diferencias:
El apriete paso a paso se centra en la fluidez del proceso, la prevención del rebasamiento y el aumento de la capacidad de producción. Soluciona los defectos de montaje durante el proceso de apriete.
El apriete multietapa se centra en el alivio de la tensión, la estabilidad del par de apriete y la prevención del aflojamiento. Resuelve el problema de la relajación del par durante el uso posterior del producto.
En la producción de OEM de automoción, los procesos de apriete por etapas se utilizan a menudo para las molduras interiores y las piezas ordinarias de chapa metálica. Los procesos de apriete multietapa se utilizan habitualmente para componentes de seguridad críticos como el chasis, la suspensión y la cadena cinemática.
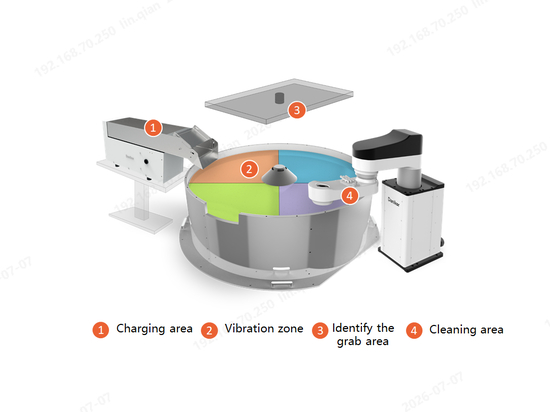
La aplicación de procesos de apriete estandarizados se basa en equipos profesionales de apriete inteligente. Danikor, adaptándose a las necesidades de producción en volumen de los OEM de automoción, ofrece herramientas de apriete inteligentes que pueden configurar modos de apriete tanto paso a paso como multietapa. El equipo puede ejecutar con precisión varios pasos complejos del proceso, como la búsqueda de roscas, el descenso a alta velocidad, la inversión/aflojamiento angular, el mantenimiento del par de apriete con retardo, etc. Todo el proceso está controlado por un programa automatizado, lo que elimina los errores de operación manual. Además, el equipo admite el registro y la trazabilidad de todos los datos del proceso, cumpliendo plenamente los estrictos sistemas de control de procesos de los fabricantes de equipos originales. Esto reduce eficazmente los problemas de calidad, como el aflojamiento de tornillos y el par de apriete inestable, ayudando a los fabricantes de automóviles a mejorar la calidad del montaje y a aumentar la eficiencia de la línea de producción.