Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Moldeo por soplado 101: Todo lo que necesita saber
{{{sourceTextContent.subTitle}}}
Moldeo por soplado 101
{{{sourceTextContent.description}}}
1. Definición y finalidad
El moldeo por soplado es un método de fabricación de plástico para crear piezas huecas mediante el inflado de plástico calentado (un parison o preforma) dentro de un molde hasta que se ajusta a la forma de la cavidad.
Es especialmente adecuado para fabricar productos huecos y ligeros, como botellas, recipientes y tanques, con un uso eficiente del material y unas necesidades de acabado relativamente bajas.
2. Antecedentes históricos
El concepto de moldeo por soplado evolucionó a partir de la tradición del soplado de vidrio: la idea de inflar un material caliente en una cavidad se trasladó a los plásticos en el siglo XX.
Las primeras máquinas comerciales de moldeo por soplado de plásticos aparecieron en los años 30, y la técnica se extendió en las décadas siguientes a medida que se generalizaban los polímeros sintéticos como el polietileno.
Innovaciones como el moldeo por extrusión-soplado, el moldeo por inyección-soplado y el moldeo por estirado-soplado en los años 70-80 diversificaron aún más las áreas de aplicación (por ejemplo, las botellas de PET).
3. Etapas del proceso: De la masa fundida a la pieza acabada
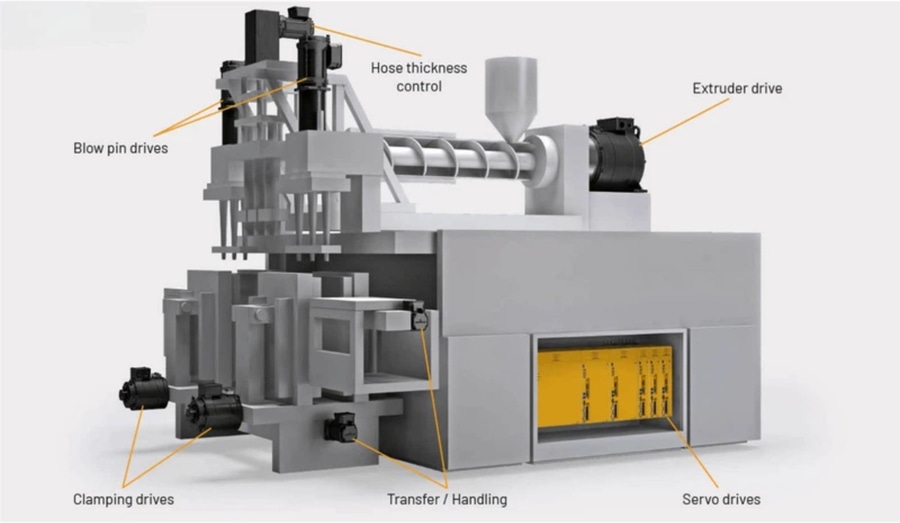
El artículo describe las etapas clave del moldeo por soplado:
Preparación del plástico: Los gránulos de resina se funden en una extrusora, con un cuidadoso control de la temperatura para evitar su degradación.
Formación del parisón / preforma: Dependiendo del método, se produce un parison (tubo fundido) o una forma preformada.
Cierre e inflado del molde: El molde se sujeta alrededor del parisón y se utiliza aire comprimido para expandirlo y ajustarlo a las paredes del molde. En el moldeo por estirado-soplado, la preforma también se estira mecánicamente antes de inflarla para mejorar sus propiedades.
Enfriamiento y expulsión: El plástico se solidifica contra el molde, éste se abre y se expulsa la pieza. El material sobrante se recorta.
4. Principales tipos de moldeo por soplado
En este artículo se describen diversas variantes, cada una de ellas adecuada para distintos tipos de producto:
Moldeo por extrusión-soplado (EBM): Se extruye un parison y luego se infla en un molde. Adecuado para productos huecos de tamaño medio a grande con flexibilidad en el grosor de las paredes.
Moldeo por inyección y soplado (IBM): Primero se moldea una preforma por inyección, luego se transfiere y se infla. Ofrece un excelente control dimensional y acabado superficial, y suele utilizarse para botellas y viales pequeños.
Moldeo por inyección, estirado y soplado (ISBM / SBM): La preforma se estira mecánicamente y luego se sopla, lo que da lugar a una orientación biaxial, mejorando la resistencia, la claridad y las propiedades de barrera (se utiliza habitualmente para botellas de bebidas de PET).
Moldeo por coextrusión y soplado: Varias extrusoras producen un parison estratificado (por ejemplo, capas de barrera o refuerzos). Se utiliza cuando se combinan funciones (por ejemplo, resistencia química, resistencia estructural).
Moldeo por soplado con rueda giratoria: Método de alto rendimiento con múltiples moldes en una rueda giratoria, pasando por extrusión, inflado, enfriamiento y expulsión en secuencia.
Moldeo por extrusión-estirado-soplado: Un híbrido de extrusión + estirado, utilizado para piezas especiales que necesitan resistencia con un mínimo de material.
5. Materiales adecuados para el moldeo por soplado
El moldeo por soplado admite una gran variedad de termoplásticos, pero algunos son los más comunes:
El HDPE (polietileno de alta densidad) es el más utilizado, gracias a su dureza, resistencia química, ligereza e idoneidad para el contacto con alimentos.
LDPE, LLDPE: Más flexibles, útiles para paredes más finas, botellas exprimibles, etc.
PP (polipropileno): Ofrece rigidez y resistencia térmica/química, útil en contextos médicos, alimentarios y de automoción.
PET: Excelente claridad y propiedades de barrera; se utiliza a menudo en el moldeo por estirado-soplado para botellas de bebidas.
Otros: El PVC, el PS, el ABS, el PC y las resinas recicladas también se utilizan.
6. Estructura de costes, ventajas y limitaciones
Coste y economía: Los costes de utillaje en el moldeo por soplado son generalmente más bajos que en el moldeo por inyección para piezas huecas medianas y grandes, lo que hace que el moldeo por soplado sea económicamente favorable en volúmenes de moderados a altos.
Sin embargo, para volúmenes muy bajos, otros métodos de creación de prototipos pueden ser más baratos; para piezas sólidas de alta precisión, el moldeo por inyección puede ser más económico a largo plazo.
Ventajas: Alta eficiencia de producción (ciclos rápidos), flexibilidad de diseño (asas, curvas complejas, características integradas), piezas ligeras, buen aprovechamiento del material, consistencia en tiradas de gran volumen.
Retos / Defectos: Los problemas incluyen espesores de pared desiguales (debidos al control del parisonado o a un desequilibrio de la refrigeración), rebabas (exceso de material en las costuras), burbujas/vacíos (debidos a la humedad o al aire atrapado), defectos superficiales (debidos a la inestabilidad de la temperatura o a la contaminación).
7. Aplicaciones y comparaciones con otros métodos de moldeo
Aplicaciones: El moldeo por soplado se utiliza mucho para botellas de bebidas, detergentes, botellas de champú, envases para el cuidado del hogar, piezas de automoción (depósitos de combustible, sistemas de depósito), bidones y depósitos industriales, envases médicos/viales, bienes de consumo (juguetes, botellas reutilizables).
Vs Moldeo rotacional: El moldeo por soplado es más rápido, más adecuado para volúmenes más elevados, menor coste por pieza para piezas huecas con paredes más finas; el moldeo rotacional admite paredes más gruesas, formas simples de gran tamaño y menores inversiones en utillaje, pero ciclos más lentos.
Vs Moldeo por inyección: El moldeo por soplado está optimizado para piezas huecas; el moldeo por inyección es mejor para piezas sólidas o más intrincadas con tolerancias estrechas.
8. Integración, sostenibilidad y futuro
Integración con la impresión 3D: la impresión 3D es útil en las fases de diseño y desarrollo, para crear prototipos de envases, moldes de prueba o insertos, iterando características antes de comprometerse con el utillaje completo de moldeo por soplado.
Esto reduce el riesgo y el coste en la fase inicial de desarrollo.
Tendencias de sostenibilidad: El sector se está adaptando mediante el uso de materiales reciclados (postconsumo o rectificados industriales), la adopción de plásticos biológicos y biodegradables (por ejemplo, bio-PET, PLA), el aligeramiento (paredes más finas sin sacrificar la resistencia), las mejoras en la eficiencia energética (accionamientos eléctricos, mejor calefacción/refrigeración) y el reciclaje en circuito cerrado de residuos.
Conclusiones: El moldeo por soplado sigue siendo un método muy eficaz, flexible y rentable para producir piezas huecas de plástico en muchas industrias. Es probable que su futuro haga hincapié en la sostenibilidad, la integración con la fabricación digital y los materiales avanzados para seguir siendo competitivo.