Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Vida útil y fiabilidad de las pantallas industriales resistentes
{{{sourceTextContent.subTitle}}}
Vida útil y fiabilidad de las pantallas industriales resistentes
{{{sourceTextContent.description}}}
La mejora de la vida útil y la fiabilidad de los visualizadores industriales robustos gira siempre en torno a la adaptabilidad al entorno, la durabilidad de los componentes y la tolerancia a fallos del sistema. La vida útil y la fiabilidad de los displays industriales son cruciales para el funcionamiento estable de los sistemas clave, ya que afectan directamente al funcionamiento continuo de los equipos, a los costes de mantenimiento y a la eficiencia de la producción. En las aplicaciones reales, estas pantallas se encuentran a menudo en entornos adversos como altas temperaturas, humedad elevada, polvo o vibraciones continuas, lo que puede provocar fácilmente el envejecimiento de los componentes electrónicos, la reducción del brillo de la pantalla y el fallo de las fuentes de retroiluminación.
Factores que afectan a la vida útil de las pantallas industriales robustas
En primer lugar, el funcionamiento continuo a largo plazo agravará la fatiga de los componentes, especialmente del módulo de retroiluminación, cuya vida útil suele ser de 30.000-50.000 horas. Si funciona a plena carga durante mucho tiempo, la vida útil real puede acortarse en más de un 20%. En segundo lugar, no se puede ignorar la fluctuación de la calidad de la energía. Los picos de tensión o las derivas de frecuencia pueden dañar el circuito de la placa base. Estos fallos ocultos suelen descubrirse cuando el equipo se avería de repente, lo que supone peligros ocultos para la seguridad de la producción.
Cómo mejorar la fiabilidad de las pantallas industriales robustas
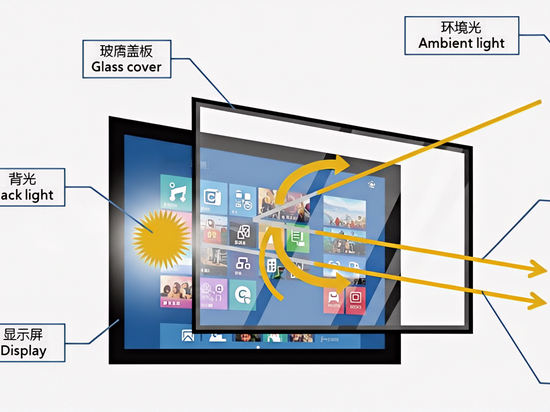
En las aplicaciones de diferentes industrias, el diseño de la fiabilidad de los monitores industriales robustos muestra características de diferenciación significativas. La industria manufacturera hace hincapié en la visibilidad de los datos en cualquier condición meteorológica. La consola del robot de soldadura de cierta fábrica de automóviles utiliza una pantalla mate antirreflejos que, combinada con la función de ajuste automático del brillo, puede seguir mostrando claramente los parámetros del proceso en un entorno de luz intensa. El sector médico exige una mayor estabilidad de la pantalla.
Para mejorar la fiabilidad de las pantallas industriales robustas, se puede aumentar el nivel de protección a IP65 y superior, y se puede utilizar una combinación de anillos de goma de sellado y filtros de polvo para bloquear eficazmente la intrusión de polvo y humedad, lo que resulta adecuado para la monitorización de equipos de minería y otros escenarios. El diseño de amplia temperatura es también una de las tecnologías clave. Además, la innovación de la tecnología de retroiluminación también es crucial. Gracias a la introducción de la tecnología LED de puntos cuánticos, la vida útil de la retroiluminación puede ampliarse a 100.000 horas manteniendo el 90% de la gama de colores NTSC, lo que amplía el ciclo de sustitución de la pantalla de los equipos de diagnóstico por ultrasonidos de 3 a más de 8 años.