Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
Soluciones técnicas clave para los retos del montaje de carrocerías blancas
{{{sourceTextContent.subTitle}}}
solución de apriete para carrocería blanca, destornillador eléctrico para carrocería blanca, destornillador eléctrico con ajuste de par de apriete
{{{sourceTextContent.description}}}
En el taller de montaje automatizado de carrocerías blancas, a medida que aumenta la demanda de uniones atornilladas, surgen retos no sólo derivados de la alimentación automática de tornillos de gran diámetro, sino también de las complejas interferencias en las estaciones de montaje, la escasa precisión dimensional de la carrocería del vehículo y la disposición limitada de las estaciones de trabajo. Ante estos diversos retos de montaje, ¿qué soluciones técnicas ofrece Danikor?
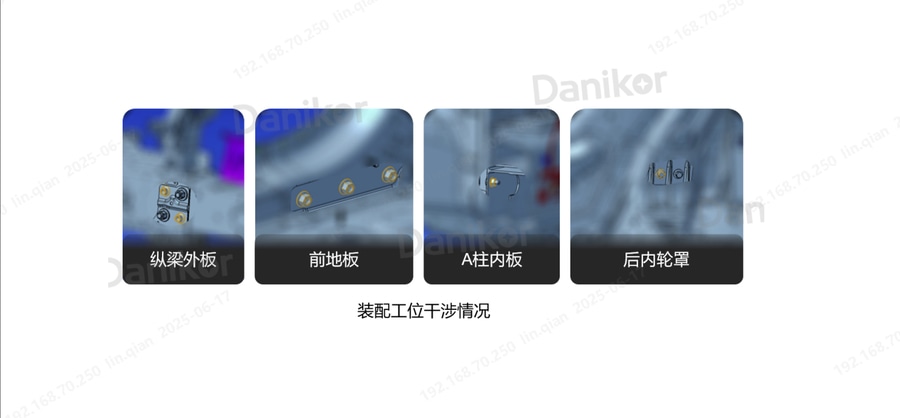
I. Posiciones de apriete complejas e interferencias espaciales
Las estaciones de montaje de tornillos para carrocerías blancas se distribuyen principalmente en el montaje del piso, el montaje lateral, el montaje del compartimento del motor, y las cuatro puertas y dos cubiertas. Estas estaciones implican numerosas posiciones de apriete con varios tipos de interferencia, clasificadas principalmente en sin interferencia, interferencia de varios lados e interferencia avellanada. Además, algunas estaciones tienen un espacio de apriete limitado, con un apriete interno del vehículo que implica interferencias estrechas de adelante hacia atrás o agujeros de apriete muy espaciados.
Solución: Atornillado mediante succión por vacío. En función de la distancia de interferencia, se selecciona la carrera de evitación correspondiente. El tornillo se recoge mediante el principio de succión por vacío del tubo de recogida de tornillos y se introduce en el orificio de apriete. En comparación con la recogida magnética, la succión por vacío no sólo permite la detección en todo el proceso del posicionamiento del tornillo, ahorrando en dispositivos de detección por sensor, sino que también recoge las impurezas, garantizando la verticalidad y la estabilidad de la adsorción del tornillo. El estado de suciedad del filtro puede comprobarse visualmente para facilitar la limpieza periódica del equipo.
Además, se eligen distintos métodos de transporte en función de las características de la relación longitud-diámetro del tornillo, que suelen dividirse en módulos de recogida y módulos de soplado y succión. El módulo de recogida tiene una estructura compacta, lo que facilita su integración en sistemas como brazos robóticos, aptos para el apriete en espacios estrechos en cualquier dirección y que satisfacen las necesidades de apriete síncrono multieje. Esto no sólo evita la distribución desigual de la fuerza, sino que también mejora la eficacia del apriete.
II. Mala precisión de posicionamiento de los orificios debido a factores de procesamiento del producto
El taller de soldadura tiene un nivel de automatización de hasta el 90%, con un sistema de fabricación grande y complejo que puede causar fácilmente diferencias de precisión dimensional en la carrocería del vehículo. Esto provoca desviaciones en los orificios pasantes y roscados durante el montaje de los pernos.
Las soluciones tradicionales suelen implicar el uso de cámaras de posicionamiento 2D, que presentan desviaciones en el ángulo de reconocimiento espacial. La captura de imágenes con cámaras no sólo afecta al ciclo de producción, sino que también conlleva elevados costes de hardware. Como alternativa, se pueden utilizar mecanismos flotantes para mover el manguito y la herramienta de apriete, pero esto complica la estructura general, aumenta los costes e incrementa los requisitos de carga del robot.
Solución: La tecnología de flotación, que permite que el manguito tenga un cierto grado de flotación dentro de un rango y puede ajustar la distancia de flotación en función de los cambios en la longitud de evasión. En comparación con otros métodos, la tecnología de manguito flotante es más sencilla y eficaz.
Además, teniendo en cuenta la necesidad de la tecnología de flotación debido a la escasa precisión de posicionamiento de los vehículos, se recomienda utilizar módulos de soplado y succión incluso en las estaciones sin interferencias.
III. Retos de flexibilidad en la disposición de las estaciones de trabajo
En la línea de montaje automatizado de carrocerías blancas, los equipos de montaje se distribuyen principalmente a ambos lados de la carrocería del vehículo y trabajan conjuntamente con robots de seis ejes para completar las acciones de apriete. Por lo tanto, para garantizar la coherencia del ciclo de producción, los requisitos de disposición de los equipos son elevados.
Solución: Al utilizar módulos de vacío de picking, los tornillos se soplan hacia el receptor, lo que acorta la distancia de picking y facilita la disposición. El alimentador de tornillos está situado independientemente fuera de la valla, lo que hace que la adición de material sea más cómoda y fácil de mantener. Cuando se utilizan módulos de vacío, los tornillos son soplados directamente a la boquilla a través del tubo de alimentación. El proceso del tubo de alimentación es de fabricación propia, resistente al desgaste y flexible, cumple ciertos rangos de flexión y admite el transporte a larga distancia, adaptándose así con flexibilidad a la disposición de las estaciones de trabajo in situ.




