Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Los procesos de apriete se clasifican generalmente como sigue
{{{sourceTextContent.subTitle}}}
proceso de apriete de tornillos, sistema de apriete y alimentación de tornillos, atornillador eléctrico con control de par de apriete
{{{sourceTextContent.description}}}
Los procesos de apriete más utilizados son el método del par, el método del par-ángulo y el método de la pendiente.
1. Método del par
El método del par de apriete es un proceso sencillo que controla el apriete únicamente mediante el par de apriete, basado en la fórmula fundamental T = k-D-F. Este método sólo requiere herramientas de apriete estándar. Sin embargo, al carecer de control de ángulo, no puede detectar fácilmente anomalías como el "falso par" durante el apriete. Por lo tanto, normalmente sólo es adecuado para tornillos ordinarios de grado 10.9 o inferior, que tienen una rigidez relativamente alta. Cuando se utiliza el método del par de apriete, el nivel de tensión del tornillo debe mantenerse dentro del rango de deformación elástica.
2. Método par-ángulo
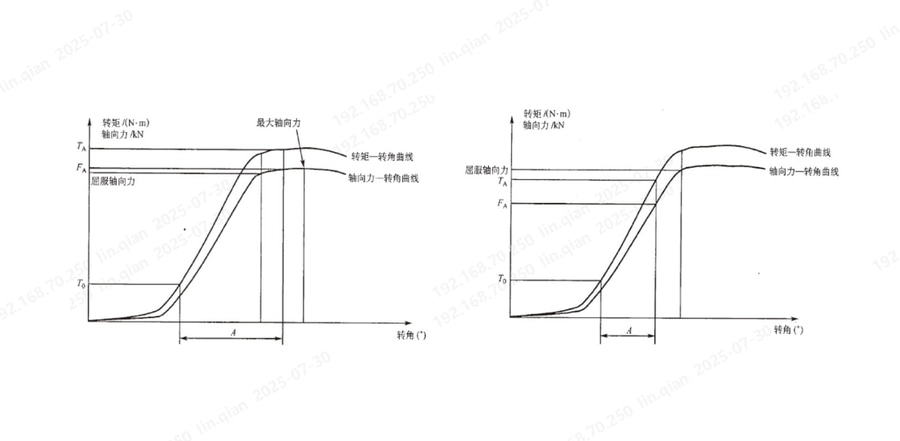
El método de par-ángulo primero aprieta el tornillo hasta un par de apriete (T) y luego lo gira un ángulo específico (A) -normalmente un múltiplo de 60° o 90° para facilitar el trabajo manual- para controlar el alargamiento total del tornillo y regular así con precisión la fuerza axial. A diferencia del método del par de apriete, los parámetros del proceso de apriete por par de apriete angular sólo pueden determinarse mediante pruebas especializadas, y no mediante cálculos o tablas de referencia.
Este método requiere un costoso atornillador eléctrico con capacidad de control y monitorización del par/ángulo, junto con un equipo de ensayo previo. Estas herramientas no sólo controlan el proceso de apriete, sino que también supervisan el estado final del apriete, detectando anomalías como interferencias en la rosca, agarrotamiento, resistencia excesiva o insuficiente, deformación anormal o fractura, y emitiendo señales de advertencia para garantizar plenamente la calidad.
Debido a sus elevados requisitos técnicos y de costes, el método de par de apriete angular se utiliza generalmente para tornillos críticos de alta resistencia, como los tornillos de biela del motor. Puede apretar pernos dentro del rango elástico o plástico, como se ilustra en las figuras 1 y 2.
3. Método de la pendiente
El método de la pendiente es una técnica de control del apriete más precisa desarrollada a partir del método par-ángulo. Controla la pendiente (velocidad de par) de la curva par-ángulo durante el apriete. El apriete se detiene cuando la pendiente disminuye hasta un determinado umbral, lo que indica que el material del tornillo está cediendo, de ahí su nombre alternativo: método de control del límite elástico. En comparación con el método par-ángulo, el método de la pendiente exige una precisión aún mayor del equipo.
Contexto histórico y de aplicación
El método de apriete tradicional es el método de par, mientras que el método de par-ángulo surgió después de 1960. Debido a sus diferentes principios de control de la precarga axial, complejidad y precisión, las uniones atornilladas pueden clasificarse en:
Uniones atornilladas estándar (adecuadas para el método del par de apriete)
Uniones atornilladas de alta resistencia (adecuadas para los métodos de par-ángulo o de pendiente)
En aplicaciones de automoción, para equilibrar fiabilidad y rentabilidad:
El apriete en ángulo de torsión y los pernos de alta resistencia de grado 12.9 se utilizan normalmente para las fijaciones críticas del motor.
El apriete por par con tornillos de grado 10.9 o inferior es habitual en ejes, transmisiones, chasis y componentes de la carrocería.
Dado que los tornillos de automoción suelen utilizarse en grupos, tanto el método de par como el de par-ángulo suelen combinarse con un apriete escalonado o un apriete secundario para garantizar una precarga axial uniforme en todos los tornillos.
Las herramientas de apriete eléctricas Danikor cumplen plenamente los requisitos actuales de control y supervisión del apriete, lo que permite el apriete simultáneo en grupo de todos los tornillos de culata de los motores, garantizando la calidad del montaje y mejorando significativamente la eficiencia.
La evolución de la tecnología de apriete de fijaciones roscadas y de las propias fijaciones está impulsada por la necesidad de fiabilidad de las uniones y de aligeramiento estructural, lo que refleja los avances en el diseño de uniones roscadas, ingeniería de procesos y tecnología de materiales.
En las aplicaciones prácticas, es crucial distinguir entre el par de apriete de diseño, el par de apriete real y el par de inspección, garantizando la alineación entre los departamentos de diseño, fabricación y control de calidad.