Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
Análisis de diversos riesgos de atasco en la alimentación automática por husillo
{{{sourceTextContent.subTitle}}}
Alimentación automática de tornillos, tasa de atasco de tornillos,Danikor
{{{sourceTextContent.description}}}
Con el rápido desarrollo de la tecnología de automatización, los sistemas automáticos de alimentación de tornillos se han adoptado ampliamente en aplicaciones automatizadas de montaje de pernos. En comparación con las operaciones manuales tradicionales, estos sistemas no solo reducen la carga de trabajo repetitivo y la fatiga del operario, sino que también garantizan una estabilidad de alimentación constante y acortan el ciclo de suministro de tornillos mediante un suministro continuo y automático.
Sin embargo, durante el funcionamiento real de la línea, los siguientes factores -la consistencia del suministro de tornillos, la repetibilidad posicional, la precisión de mecanizado del mecanismo de apriete y la lógica de control de movimiento- pueden contribuir a que se produzcan atascos. Entonces es necesaria la intervención humana para eliminar el fallo, lo que afecta directamente a la eficacia de la producción.
¿Por qué se producen los atascos? El atasco es un problema complejo a nivel de sistema cuyos riesgos no pueden ignorarse. Según el flujo automático de alimentación y apriete de tornillos utilizado en una línea de producción real, normalmente nos enfrentamos a los siguientes riesgos de atasco.
Atasco de la estructura del alimentador
El diseño estructural del propio alimentador de tornillos está directamente relacionado con el atasco. En el primer paso, los tornillos de la tolva deben clasificarse en la pista de vibración lineal. Durante este proceso de clasificación, si el flujo de aire de soplado es inestable o la boquilla está ajustada demasiado alta, los tornillos anómalos no se rechazan a tiempo, lo que provoca acumulación y atascos.
A continuación, tras entrar en la pista de vibración lineal, los tornillos son impulsados hacia delante por la vibración. Tras un uso prolongado, las perturbaciones externas pueden hacer que la frecuencia de vibración resuene de forma inestable, por lo que los tornillos avanzan a velocidades incoherentes. Una amplitud de vibración excesiva hace que los tornillos reboten en la pista y se atasquen. Con el tiempo, la suciedad y el aceite de los tornillos también aumentan la resistencia al deslizamiento, provocando de nuevo apilamientos y atascos.
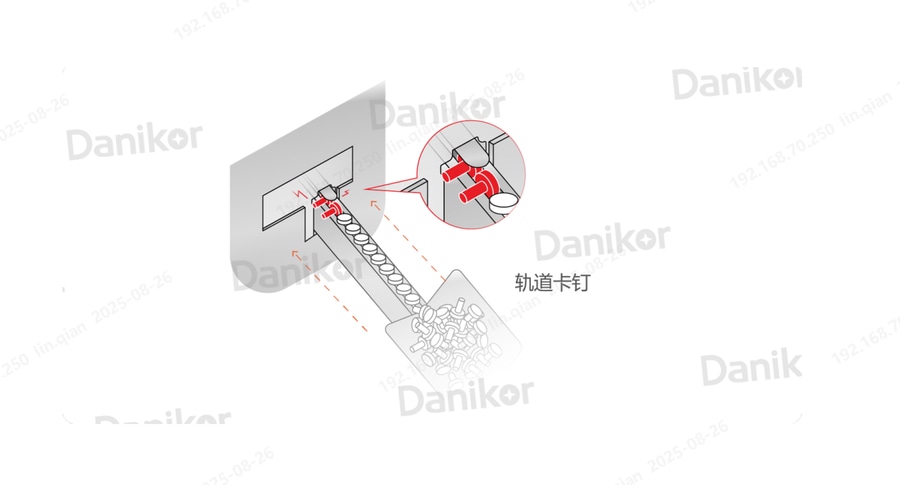
En la sección de indexado (corte), si la salida de la pista lineal está desalineada con la entrada del escape (indexador), los tornillos pueden apilarse en la entrada y el indexador no puede cortar un solo tornillo. Los tornillos que no hayan entrado completamente en el indexador también pueden cortarse incorrectamente, lo que provoca atascos.
Atasco del tubo de soplado
Después de separar los tornillos y soplarlos a través del tubo de soplado hasta el revólver, hay varios factores que pueden provocar atascos. La mala calidad del tubo es una de las principales causas: si la tolerancia del diámetro interior es mala o la pared del tubo es demasiado fina y se deforma durante el enrutamiento complejo, se producirán atascos.
Además, si la relación longitud-diámetro del tornillo no se evaluó minuciosamente durante la selección, un tamaño de tubo inadecuado o un radio de curvatura inadecuado también provocarán atascos.
Atasco de la boquilla de soplado/aspiración
Dado que las especificaciones de los tornillos varían ampliamente y las condiciones de apriete difieren, una evaluación inadecuada de la relación longitud-diámetro del tornillo y de los requisitos de la aplicación puede hacer que los tornillos se vuelquen o se atasquen en la horquilla de tres vías dentro del puente nasal.
Una selección inadecuada también puede dar como resultado una longitud de rosca expuesta insuficiente después de que el tornillo quede sujeto por las mordazas de la pinza, lo que imposibilita el encaje previo del orificio. Además, si la boquilla de aspiración tiene unas dimensiones incorrectas o la concentricidad entre la broca y el tubo de aspiración es deficiente, el tornillo puede recogerse torcido, provocando una desalineación y un fallo de apriete.
Lógica de control de movimiento incorrecta
Además de los factores relacionados con el material y el equipo, una señal de solicitud de tornillo mal programada puede generar falsos disparos, lo que provoca una doble alimentación. Por ejemplo, después de que un tornillo haya sido soplado a la boquilla, un segundo tornillo es soplado inmediatamente, dejando dos tornillos en la boquilla y causando un atasco.
Además, un equipo especial in situ puede interferir con las señales del alimentador, disparando inadvertidamente el solenoide de soplado de aire y produciendo igualmente una doble alimentación.
Lo más importante
Los atascos en los sistemas automáticos de alimentación por husillo son multifactoriales. Sólo abordando sistemáticamente el diseño del alimentador, la calidad del tubo, la geometría de la boquilla y la robustez de la lógica de control se puede minimizar el riesgo y maximizar el tiempo de funcionamiento de la línea.





