Añadir a mis favoritos
Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés
haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
¿Un tornillo descarrilado? - Análisis exhaustivo de los distintos riesgos de atasco en la alimentación automática de tornillos
{{{sourceTextContent.subTitle}}}
sistema automático de alimentación por tornillo, alimentador bolf, alimentador de tornillo de bajo atasco
{{{sourceTextContent.description}}}
Impulsados por el rápido avance de la automatización, los sistemas automáticos de alimentación de tornillos se han convertido en omnipresentes en las líneas automatizadas de montaje de pernos. En comparación con el trabajo manual tradicional, reducen el trabajo repetitivo, disminuyen la fatiga del operario, garantizan una presentación de los tornillos muy homogénea y mantienen los tornillos continuamente disponibles, acortando eficazmente el ciclo de reposición.
Sin embargo, en las líneas de producción reales los tornillos siguen atascándose. Las incoherencias en los tornillos entrantes, la repetibilidad limitada del posicionamiento, las tolerancias en el mecanismo de apriete y los fallos en la lógica de control del movimiento provocan paradas que requieren la intervención manual y merman la eficacia general de los equipos.
Atascos dentro de la estructura del alimentador
El diseño mecánico del propio alimentador es el primer factor.
El primer paso consiste en transportar los tornillos desde la tolva hasta el carril de vibración lineal. Si la presión del aire de soplado es inestable o la boquilla está ajustada demasiado alta, los tornillos no conformes no son rechazados a tiempo y se amontonan, atascando la entrada.
Una vez en el raíl, los tornillos avanzan por vibración. Tras un uso prolongado, las perturbaciones externas desajustan la frecuencia vibratoria; los tornillos avanzan entonces de forma irregular. Una amplitud excesiva hace que los tornillos reboten verticalmente y se atasquen. El aceite y la suciedad transportados por los tornillos también aumentan la fricción en el raíl y provocan atascos en el apilamiento.
A la salida del raíl, el tornillo debe pasar al separador. Si la boca del raíl y la entrada del separador están mínimamente desalineadas, los tornillos se acuñan o apilan y el separador no puede cortarlos. Un tornillo que no haya entrado completamente en el separador bloqueará el siguiente ciclo.
Atascos en los tubos de alimentación
Tras la separación, el tornillo es soplado hacia la nariz a través de un tubo de poliuretano o PA.
Las variaciones en el diámetro interior, las paredes finas que se colapsan cuando el tubo se dobla a través de radios estrechos, o simplemente el tamaño incorrecto del tubo para la relación longitud/diámetro del tornillo crean puntos de atasco de alto riesgo.
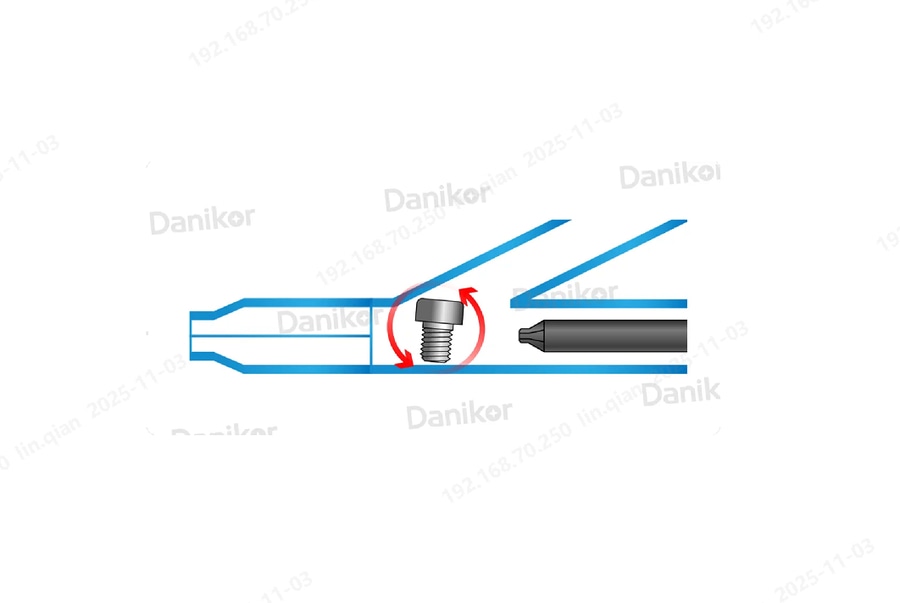
Atascos en la boquilla de soplado o recogida
Los tornillos vienen en muchos tamaños y la situación de apriete varía. Si la relación longitud/diámetro es demasiado pequeña, el tornillo puede dar tumbos en la unión de tres vías dentro del módulo de nariz y atascarse. (Véase "Factores clave para automatizar un solo tornillo")
Lógica de control de movimiento incorrecta
Incluso cuando el hardware y los tornillos son perfectos, una lógica PLC defectuosa puede pedir un tornillo cuando ya hay uno presente. Un segundo tornillo se introduce entonces en la nariz, provocando un atasco inmediato.
Las interferencias electromagnéticas de equipos cercanos también pueden desencadenar señales espurias de "petición de tornillo" y producir la misma condición de doble alimentación.