Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
¿Cuáles son los componentes del mecanismo automático de apriete de tornillos?
{{{sourceTextContent.subTitle}}}
apriete automático de tornillos, sistema automático de atornillado, Danikor
{{{sourceTextContent.description}}}
En la fabricación moderna, el mecanismo de atornillado automático es un equipo clave para conseguir la automatización del montaje y garantizar una calidad de montaje constante. Se utiliza ampliamente en industrias como la automoción, la electrónica, los electrodomésticos y la aeroespacial. Mediante el funcionamiento coordinado de sus componentes principales, este mecanismo transforma el atornillado manual tradicional en un proceso automatizado eficaz y preciso, mejorando significativamente la eficacia de la producción y reduciendo los errores humanos. El equipo central consta principalmente de cuatro partes: la máquina de alimentación de tornillos, el módulo de fijación, el mecanismo de movimiento y la herramienta de fijación, que funcionan conjuntamente para completar todo el proceso de fijación de tornillos.
I. Máquina de alimentación de tornillos
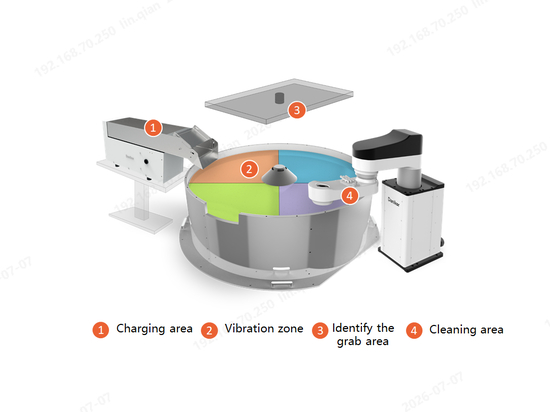
La principal responsabilidad de la máquina de alimentación de tornillos es organizar los tornillos dispersos aleatoriamente en una secuencia ordenada y suministrarlos de forma precisa y consistente a la boquilla de la pistola de fijación. Esto asegura un suministro continuo y fiable de tornillos, formando la base de un proceso automatizado ininterrumpido. En la actualidad, las máquinas de alimentación de tornillos más utilizadas en aplicaciones industriales son los alimentadores vibratorios de cubeta y los alimentadores de placa de empuje. Cada tipo tiene sus propios principios de funcionamiento y aplicaciones adecuadas:
Alimentador vibratorio de cuba:
Su principio básico implica el uso de un vibrador electromagnético en la base para generar vibraciones periódicas, haciendo que el cuenco se mueva en espiral. En el interior de la cuba, hay carriles guía y estructuras de cribado especialmente diseñados que rechazan automáticamente los tornillos con orientaciones incorrectas, permitiendo que los tornillos se alineen de forma ordenada y lleguen a la salida. A continuación, los tornillos se transportan al lugar de destino a través de una tubería de alimentación por soplado. Este tipo de alimentador es adecuado para tornillos estándar de M2 a M6, ofrece una gran velocidad de alimentación y es ideal para la producción de grandes volúmenes. También tiene un coste relativamente bajo, lo que ayuda a reducir los gastos de adquisición de las empresas.
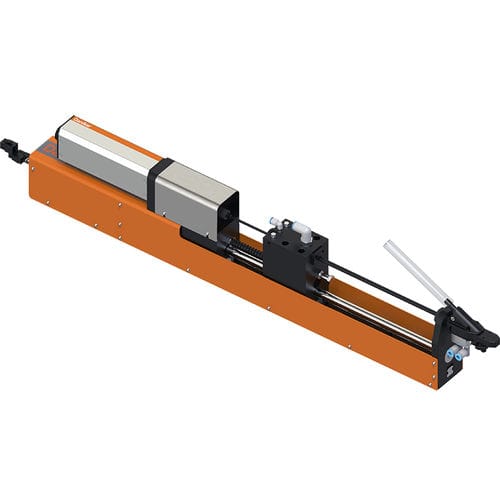
Alimentador escalonado:
Este alimentador utiliza un cilindro neumático para accionar una placa de empuje en un movimiento alternativo lineal, empujando los tornillos paso a paso sobre una pista de vibración lineal. En comparación con los alimentadores vibratorios de cuba, los alimentadores de placa de empuje no tienen una fuente de vibración, lo que reduce la generación de residuos y minimiza los daños en la superficie de los tornillos. Son adecuados para tornillos más grandes, de M2 a M24, y pueden cubrir más del 90% de los casos de montaje de tornillos de automoción. La tasa de atasco de los tornillos estándar es de tan sólo 50 PPM, lo que satisface los requisitos de baja tasa de fallos de las líneas de producción de automoción. Por ello, se utilizan habitualmente en la industria del automóvil.
II. Módulo de apriete
El módulo de apriete es la unidad central que conecta el sistema de alimentación y la herramienta de apriete. Realiza dos tareas clave:
Después de suministrar el tornillo a la boquilla de la pistola, lo sujeta mediante mordazas de sujeción para garantizar la alineación con el orificio del tornillo en la pieza de trabajo.
Utiliza una fuente de energía incorporada (cilindro neumático o motor) para impulsar la herramienta de fijación hacia abajo y realizar la operación de fijación. El diseño estructural debe tener plenamente en cuenta las especificaciones del tornillo y las condiciones de trabajo.
Por ejemplo, en los módulos de soplado y succión, la estructura de la boquilla debe seleccionarse en función de la relación longitud/diámetro del tornillo:
Boquilla de brazo oscilante:
Adecuada para tornillos con una relación longitud-diámetro entre 1,4 y 1,8. Evita que los tornillos cortos se vuelquen en la unión de tres vías de la boquilla y también puede servir como mecanismo de almacenamiento de tornillos. Durante el proceso de fijación, se puede prealmacenar un nuevo tornillo en el brazo oscilante e introducirlo en la boquilla después de que el módulo se reinicie, lo que mejora la velocidad de producción.
Boquilla estándar:
Adecuada para tornillos con una relación longitud-diámetro entre 1,8 y 3,5. Utiliza succión por vacío para sujetar el tornillo, garantizando un gran éxito y velocidad en la alineación del tornillo y la detección de agujeros. También puede controlar la presencia de tornillos y eliminar restos. Este diseño evita los problemas relacionados con la gravedad durante la fijación multiángulo, lo que garantiza una orientación precisa y evita la desalineación, mejorando así la tasa de éxito de la fijación.
Tipo de boquilla oscilante:
Adecuado para tornillos con una elevada relación longitud/diámetro o cuando tornillos de diferentes longitudes necesitan compartir el mismo módulo. Un mecanismo basculante conecta la boquilla con el canal de alimentación, garantizando que los tornillos largos pasen suavemente por la unión de tres vías. Es compatible con tornillos de todas las especificaciones y longitudes, ofreciendo una mayor versatilidad.
III. Mecanismo de movimiento
El mecanismo de movimiento se encarga de impulsar el módulo de fijación para que se desplace con precisión hasta la ubicación del orificio del tornillo en la pieza de trabajo de acuerdo con una trayectoria preestablecida. Se trata de un paso fundamental para garantizar la calidad del montaje. Dependiendo del nivel de automatización, la complejidad de la pieza de trabajo y los requisitos de la trayectoria de movimiento, los mecanismos de movimiento comunes se dividen en dos categorías:
Plataforma de movimiento de tres ejes:
Es el método de movimiento más utilizado en el ensamblaje automatizado. Mediante el movimiento combinado de los ejes lineales X, Y y Z, el módulo de fijación puede colocarse en cualquier punto del espacio tridimensional. Satisface las necesidades de la mayoría de las tareas de montaje de precisión. La plataforma de tres ejes es estructuralmente estable y rápida, adecuada para escenarios en los que la pieza de trabajo es fija y las posiciones de los orificios de los tornillos son regulares.
Robots industriales:
Incluidos los robots articulados de seis ejes y los robots SCARA, ofrecen una mayor flexibilidad y adaptabilidad espacial. Los robots de seis ejes pueden realizar movimientos multidimensionales complejos, adecuados para piezas de trabajo irregulares y líneas de producción de modelos mixtos. Los robots SCARA ofrecen movimientos de alta velocidad dentro de un plano y gran precisión de posicionamiento, lo que los hace ideales para tareas de montaje de carga ligera y alta velocidad.
IV. Herramienta de apriete
La herramienta de apriete es el actuador terminal que realiza directamente la operación de apriete del tornillo. Su rendimiento determina directamente la precisión y consistencia del par de apriete, lo que la convierte en el componente central para garantizar la calidad del ensamblaje del producto. A medida que aumentan las exigencias de calidad en el montaje, las llaves neumáticas tradicionales están siendo sustituidas por herramientas de apriete inteligentes. Estas herramientas pueden controlar con precisión el par de apriete, la velocidad y el ángulo de apriete, y ofrecen registro de datos y trazabilidad, cumpliendo plenamente los modernos requisitos de control de calidad industrial.
Conclusión
En general, el mecanismo automático de apriete de tornillos logra la automatización y la inteligencia en el montaje de tornillos mediante la coordinación precisa de sus componentes. No sólo mejora significativamente la eficiencia de la producción y reduce el trabajo manual, sino que, lo que es más importante, garantiza la consistencia y la estabilidad en la calidad del montaje, proporcionando un fuerte apoyo para el desarrollo de alta calidad de la fabricación moderna.