Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
Soluciones de consistencia de apriete de tornillos
{{{sourceTextContent.subTitle}}}
Soluciones de consistencia de apriete de tornillos, sistema automático de atornillado, atornillador eléctrico industrial
{{{sourceTextContent.description}}}
I. ¿Por qué es tan importante el apriete uniforme de los tornillos?
En los campos de la fabricación de automóviles, productos 3C, maquinaria de construcción y montaje de equipos de nuevas energías, la consistencia del apriete de los tornillos determina directamente la resistencia estructural, la vida útil y la seguridad de los productos. Sin embargo, en los procesos de producción reales, problemas como la inconsistencia del apriete, la fluctuación del par de apriete, la omisión del apriete o el apriete excesivo siguen ocurriendo con frecuencia, convirtiéndose en factores importantes que afectan a la calidad del montaje y a la tasa de rendimiento.
II. ¿Cuáles son las principales causas de la inconsistencia en el apriete de tornillos?
En el montaje real, los factores que afectan a la consistencia del apriete de tornillos incluyen principalmente los siguientes aspectos:
Precisión insuficiente de la herramienta
Las herramientas de apriete tradicionales de tipo embrague tienen inherentemente una gran dispersión. Con el aumento del tiempo de uso, la fatiga del muelle y el desgaste mecánico conducirán a la desviación del par de salida, por lo que es difícil garantizar la consistencia a largo plazo.
Diferencias en el funcionamiento humano
El apriete manual depende de la experiencia manual. Las diferencias en la fuerza de apriete, el ángulo y el ritmo entre los distintos operarios afectarán directamente a los resultados del apriete.
Diferencias en la rosca y las condiciones de trabajo
Diferentes tratamientos de la superficie del tornillo, estados de lubricación y rigidez del conector causarán diferencias en la fuerza de apriete bajo el mismo par de apriete establecido.
Estrategia de apriete poco razonable
En conexiones duras o escenarios de apriete a alta velocidad, si la etapa final de apriete no se controla adecuadamente, se genera fácilmente un exceso de par, destruyendo la consistencia del apriete.
III. ¿Cómo mejorar fundamentalmente la consistencia del apriete de los tornillos?
Adoptar herramientas de apriete inteligentes para lograr un control de bucle cerrado
La pistola de apriete servoeléctrica es el equipo clave para mejorar la consistencia del apriete. En comparación con las herramientas tradicionales, las pistolas de apriete inteligentes tienen las siguientes ventajas:
Sensor de par y codificador angular integrados
Monitorización en tiempo real del par, el ángulo y la velocidad de rotación
Ajuste dinámico de la salida del motor mediante control de bucle cerrado
Parada tras alcanzar el valor de apriete objetivo para evitar el rebasamiento
Mediante la realimentación de datos, cada operación de apriete ejecuta estrictamente los mismos parámetros de proceso, garantizando la coherencia desde el origen.
Seleccionar razonablemente la estrategia de apriete para mejorar la estabilidad del proceso
Diferentes condiciones de trabajo deben coincidir con diferentes estrategias de apriete, por ejemplo:
Control de par: Este es el método de control más básico, en el que el apriete se detiene inmediatamente cuando se alcanza el valor de par objetivo preestablecido. Se aplica principalmente a conexiones no críticas, producción por lotes con requisitos de baja precisión y situaciones en las que la resistencia de los tornillos es alta y el coeficiente de fricción es estable (como electrodomésticos y maquinaria general).
Control de ángulo: El control de ángulo continúa la rotación durante un ángulo preestablecido después de alcanzar el par de arranque antes de detenerse. Se aplica principalmente al apriete en la zona de deformación plástica, en ocasiones que requieren una alta consistencia de la fuerza de apriete y en conexiones con buena ductilidad del material del tornillo.
Control de par más ángulo: Se trata de un método de control por etapas, en el que primero se alcanza el par de apriete inicial y, a continuación, se gira un ángulo especificado (por ejemplo, 20Nm + 90°). Se aplica principalmente a conexiones críticas (como culatas de motores, bridas de aerogeneradores, transporte ferroviario), y a ocasiones que requieren la utilización de la deformación plástica del tornillo para lograr un montaje de alta precisión.
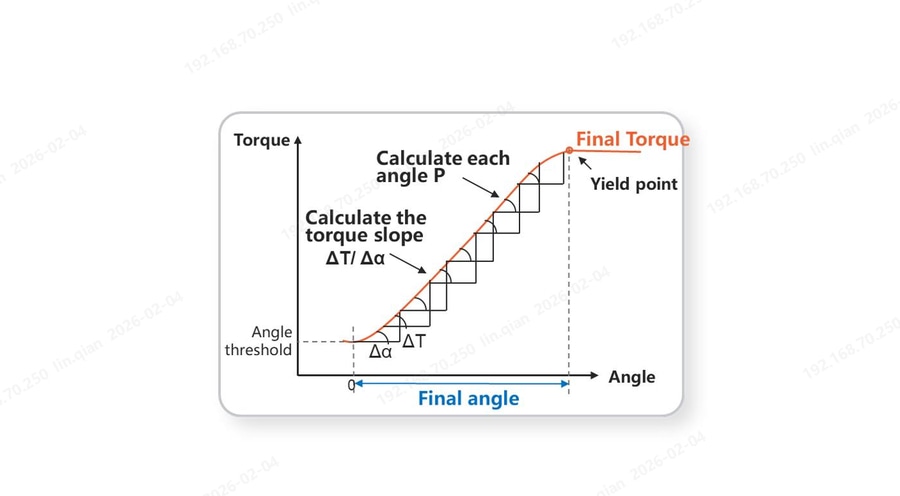
Control del límite elástico: Este método identifica el punto de fluencia del material (punto de inflexión de la curva) a través de la curva par-ángulo y detiene el apriete inmediatamente. Se aplica principalmente al montaje de precisión de conexiones de sellado de equipos de energía nuclear, motores aeronáuticos y pernos críticos en el montaje final de automóviles. No se ve afectado por el coeficiente de fricción del método de par ni por el punto de inicio del método de ángulo del método de ángulo, y tiene una alta precisión de apriete con un aprovechamiento del material de hasta el 100%. Sin embargo, las condiciones de trabajo son muy exigentes y hay que garantizar la consistencia de los tornillos y la calidad de las superficies de contacto.
Los ajustes razonables de la estrategia pueden reducir eficazmente el impacto de los cambios en las condiciones de trabajo sobre los resultados del apriete.
Recopilación de datos de apriete y trazabilidad para lograr el control del proceso
No se puede lograr una alta consistencia sin un soporte de datos. Las herramientas de apriete utilizadas junto con los controladores pueden lograr:
Visualización de datos relevantes como par, ángulo y duración de cada tornillo, generando curvas de apriete;
Supervisión del par o el ángulo en todas las fases, desde el reconocimiento del tapón, la rosca, el atornillado, el asiento hasta el apriete final, con avisos oportunos de NG cuando se producen anomalías en el apriete.
La gestión de datos no sólo mejora la coherencia, sino que también proporciona una base para la mejora de la calidad.
Mediante soluciones sistemáticas, las empresas pueden obtener múltiples beneficios:
Mayor fiabilidad y seguridad en el montaje de los productos
Reducción de la tasa de repetición de trabajos y de los riesgos para la calidad
Ritmo de producción estable y mayor eficacia de la línea de producción
La consistencia del apriete de los tornillos no es un problema que pueda resolverse con un único dispositivo o parámetro, sino que es el resultado del efecto sinérgico de la selección de herramientas, la estrategia de apriete, el nivel de automatización y la gestión de datos.