Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
¿Es siempre mejor ser rápido con un destornillador?
{{{sourceTextContent.subTitle}}}
Atornilladores eléctricos industriales, en atornillador robot, atornillador eléctrico sin escobillas
{{{sourceTextContent.description}}}
En las operaciones automatizadas de montaje y apriete manual, la velocidad de rotación de los atornilladores suele considerarse una métrica clave para mejorar los tiempos de los ciclos de producción. Mucha gente cree que:
A mayor velocidad, mayor rapidez de atornillado y, naturalmente, mayor eficacia.
Sin embargo, en las plantas de montaje reales, esta conclusión no suele ser cierta. ¿Es realmente mejor más rápido cuando se trata de atornilladores? La respuesta es: no necesariamente, e incluso puede ser contraproducente.
I. La velocidad del destornillador no equivale a la eficacia del montaje
Teóricamente, aumentar la velocidad de los destornilladores puede acortar el tiempo de rotación de los tornillos individuales, pero la eficacia del montaje no viene determinada únicamente por "lo rápido que gira" En su lugar, viene determinada por la estabilidad y la tasa de éxito de todo el proceso de apriete.
En la producción real, las velocidades excesivas suelen provocar los siguientes problemas:
El tornillo gira a gran velocidad antes de que la rosca se enganche correctamente, lo que provoca fácilmente roscas cruzadas;
El engrane inicial de la rosca se vuelve inestable, dando lugar a tornillos desalineados y roscas peladas;
La inercia excesiva durante el apriete final provoca un exceso de par;
Como resultado, se producen frecuentes reajustes y los tiempos de ciclo se ralentizan.
El resultado final es:
Mientras que el tiempo de apriete individual disminuye, el tiempo de ciclo global se retrasa considerablemente debido a las repeticiones.
II. Cómo mejorar la eficiencia del montaje
Al apretar tornillos, la función principal del tornillo es proporcionar una fuerza de sujeción adecuada para los componentes conectados. Sin embargo, en los procesos de apriete reales, sólo alrededor del 10% del par aplicado se convierte finalmente en fuerza de apriete efectiva. Para garantizar que la calidad del montaje cumple los estándares esperados, las líneas de producción no pueden limitarse a completar el apriete en un solo paso. En su lugar, deben desarrollarse estrategias de apriete razonables basadas en el entorno y las condiciones de funcionamiento del tornillo.
El proceso de apriete de los tornillos no se realiza en un solo paso, sino en varios, y ésta es la base para desarrollar estrategias de apriete.
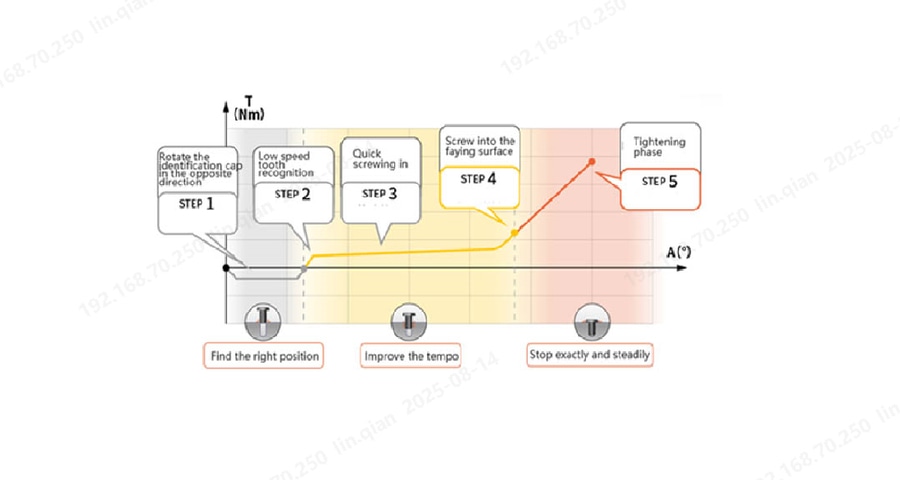
Para cumplir los requisitos prácticos de las condiciones de trabajo, las herramientas de apriete inteligentes Danikor requieren diferentes ajustes de velocidad, par y ángulo en cada paso del proceso de apriete.
Engranaje inverso de la rosca: Utilice la rotación inversa a baja velocidad para alinear correctamente el tornillo con la rosca y entrar en el orificio, evitando la inclinación del tornillo. El par máximo para esta etapa suele fijarse en aproximadamente el 30% del valor objetivo, y la duración no debe ser demasiado larga.
Enroscado a baja velocidad: A bajas velocidades, deje que el tornillo se enrosque en 1-2 roscas. Esto ayuda a evitar tornillos desalineados y reduce el riesgo de roscas cruzadas. Normalmente se recomienda que la velocidad sea ligeramente superior al par de apriete del punto de asiento, o puede ajustarse al límite superior del par de apriete objetivo.
Atornillado rápido: En esta fase, el tornillo se introduce rápidamente a alta velocidad para mejorar la eficiencia de la producción. La velocidad suele fijarse en el valor máximo permitido por el equipo o el proceso.
Aproximación al asiento: Cuando el tornillo se aproxima al contacto con la pieza, se reduce la velocidad para que el par se aproxime gradualmente a una pequeña fracción del valor objetivo, garantizando una posición de asiento estable y fiable.
Apriete final:Después de la fase de contacto, realice el apriete final. Este paso se ejecuta a menor velocidad, lo que ayuda a reducir el impacto del par y hace que la fuerza de apriete sea más uniforme y fiable.
Al establecer diferentes límites de par, ángulo y tiempo para cada paso, y emplear estrategias de apriete avanzadas como el control del par de apriete, no sólo se pueden controlar en tiempo real condiciones anormales como tornillos flotantes y tornillos desalineados, sino que también se puede mejorar la eficiencia del montaje a la vez que se garantiza la precisión. Esta estrategia paso a paso ayuda a combinar libremente los ajustes de las distintas fases de la producción automatizada en función de las diferentes piezas de trabajo y los requisitos de tiempo de ciclo, desarrollando así la solución de apriete más adecuada y garantizando la calidad del montaje final.





