Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Cuanto más estable es el par de apriete del tornillo, ¿peor es la consistencia?
{{{sourceTextContent.subTitle}}}
Par de apriete de tornillos, destornillador dinamométrico programable, destornillador manual con control de par de apriete
{{{sourceTextContent.description}}}
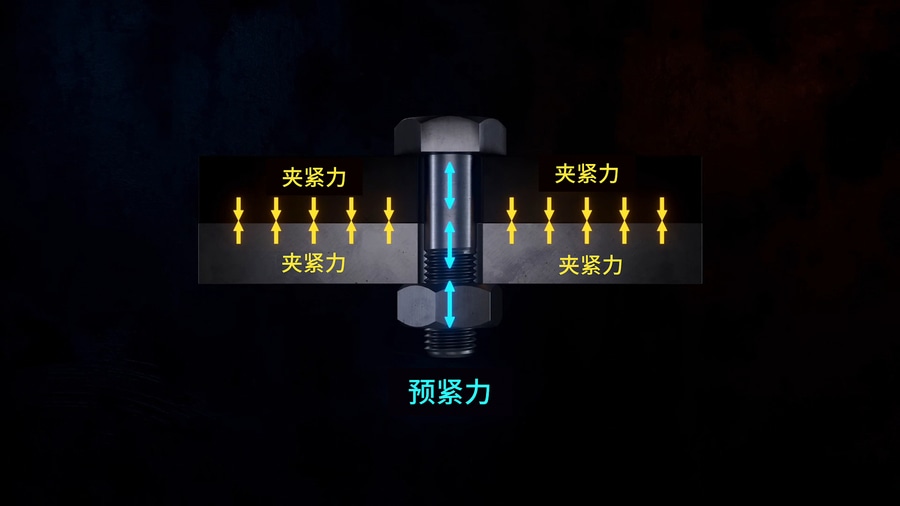
En el campo de la fabricación industrial, el apriete de tornillos es un proceso de montaje fundamental que abarca desde la electrónica de precisión hasta la maquinaria pesada. Su calidad determina directamente la estabilidad de la conexión, la resistencia estructural y la vida útil del producto. Ya se trate del montaje de componentes de automoción, el montaje de dispositivos electrónicos 3C o la fijación de componentes aeroespaciales, existe una idea errónea muy extendida en la industria: cuanto más estable sea el par de apriete de los tornillos, mejor será la consistencia del montaje. Sin embargo, en la producción real, se produce con frecuencia el problema de "valores de par de apriete muy uniformes y, sin embargo, aflojamiento del componente, deformación o incluso fallo". Detrás de este fenómeno se encuentra la lógica central del proceso de apriete: la consistencia del apriete de tornillos es esencialmente "consistencia de la fuerza de apriete", no "consistencia del par de apriete" La aparición de las pistolas de apriete inteligentes es precisamente el equipo clave para resolver esta contradicción y lograr un apriete de alta precisión.
Para entender esta contradicción central, primero hay que aclarar la esencia mecánica del apriete de tornillos. Según la definición de la norma ISO 16047, la relación entre el par de apriete y la fuerza de apriete puede expresarse mediante la fórmula T = K - d - F, donde T es el par de apriete, d es el diámetro nominal del tornillo, F es la fuerza de apriete axial del tornillo y K es el coeficiente de par. Esta fórmula muestra claramente que la fuerza de apriete es inversamente proporcional al coeficiente de par, y el coeficiente de par K se ve afectado principalmente por el coeficiente de fricción entre el par de roscas y entre la cabeza del tornillo y la superficie de apoyo de la pieza. En el proceso de apriete de tornillos, normalmente sólo el 10% del par de apriete se convierte en la fuerza de apriete real requerida, mientras que la mayor parte del par restante se consume en superar la fricción. Esto significa que, aunque el valor del par de apriete se mantenga estable, mientras el coeficiente de fricción experimente ligeras fluctuaciones, se producirán enormes desviaciones en la fuerza de apriete, desviaciones que a menudo no pueden detectarse directamente a través de los valores del par de apriete.
Las fluctuaciones del coeficiente de fricción son inevitables en la producción real, y sus factores de influencia abarcan múltiples dimensiones: la rugosidad de la superficie de la rosca, el grado de lubricación, la temperatura ambiente y la humedad durante el montaje, e incluso las diferencias de material entre los tornillos y las piezas de trabajo, y el grosor de la capa de óxido superficial, todo lo cual puede provocar cambios sutiles en el coeficiente de fricción. Las herramientas de apriete ordinarias adoptan en su mayoría el modo de control de par puro, que sólo puede garantizar que el valor de par de cada apriete caiga dentro del rango preestablecido, pero no puede percibir los cambios mecánicos durante el proceso de apriete, lo que provoca frecuentes problemas de "consistencia de par pero fuerza de apriete discreta." Las pistolas de apriete inteligentes, mediante el control en bucle cerrado más algoritmos de software, rompen las limitaciones de las herramientas tradicionales y consiguen pasar del "control del par de apriete" al "control de la fuerza de apriete" Por ejemplo, la estrategia de par de apriete equipada en las pistolas de apriete inteligentes Danikor: la lógica central de esta estrategia no es perseguir la estabilidad absoluta de los valores de par, sino juzgar con precisión el proceso de apriete mediante el cálculo en tiempo real del cambio de pendiente del ángulo de par, identificar automáticamente el punto de contacto entre el tornillo y la pieza de trabajo y, a continuación, aplicar un par de apriete fijo al tornillo.
La ventaja de este diseño es que, incluso si el coeficiente de fricción fluctúa, la pistola de apriete inteligente puede garantizar que el par de apriete final se mantenga constante mediante el ajuste dinámico. El valor final del par de apriete puede mostrar ligeras fluctuaciones, pero estas fluctuaciones son razonables y necesarias: son precisamente la manifestación directa de que la pistola de apriete inteligente compensa la influencia del coeficiente de fricción y garantiza la consistencia de la fuerza de apriete, mejorando enormemente la consistencia del montaje.
A medida que la fabricación industrial avanza hacia la alta precisión y las direcciones inteligentes, los requisitos de los procesos de apriete de tornillos siguen aumentando. Las herramientas de apriete ordinarias ya no pueden satisfacer las necesidades de la fabricación de alta gama, y las pistolas de apriete inteligentes se están convirtiendo gradualmente en la opción dominante en la industria. Su valor fundamental radica en romper el concepto erróneo de que "un par de apriete estable significa una consistencia cualificada", volviendo a la esencia del proceso de apriete, tomando la consistencia de la fuerza de apriete como núcleo, y logrando operaciones de apriete de alta precisión y alta consistencia mediante una tecnología inteligente que reduce factores de interferencia como el coeficiente de fricción.