Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Tendencias de productos
{{{sourceTextContent.title}}}
Solución de optimización para los puntos conflictivos del apriete de tornillos en una línea de producción de robots aspiradores
{{{sourceTextContent.subTitle}}}
Máquina atornilladora, atornillador eléctrico con trazabilidad de datos, atornillador eléctrico con control de ángulo
{{{sourceTextContent.description}}}
I. Principales puntos débiles de los procesos de fijación tradicionales en las líneas de montaje de robots aspiradores
En el proceso de montaje automatizado de un robot aspirador completo, la fijación del chasis es un proceso crítico que afecta a la calidad del producto y al tiempo de producción. El chasis de un robot aspirador suele ser una estructura circular irregular de ABS. En su interior, integra componentes de precisión como motores de accionamiento, condensadores y mazos de cables formados. Los puntos de fijación están dispersos y la estructura de la pieza es especial. La producción tradicional suele basarse en el apriete manual de tornillos, lo que conlleva problemas de producción de larga duración, como poca precisión, baja eficiencia, falta de trazabilidad de los datos y cambios difíciles, lo que restringe gravemente las mejoras de automatización de la línea de producción.
1. Dificultad de alineación durante el apriete manual.
La estructura irregular del chasis del robot aspirador es compleja. Los puntos de fijación están dispersos en los lados curvos y en la posición central del motor. Durante el apriete manual, los operarios tienen que mover repetidamente la pieza y ajustar su ángulo de trabajo. La alineación de los tornillos excéntricos lleva mucho tiempo y tiene poca precisión. La fuerza aplicada por los operarios es inconsistente, lo que puede provocar problemas como tornillos flotantes o roscas peladas. Además, las operaciones frecuentes pueden provocar golpes y arañazos en la carcasa del chasis. En situaciones de producción en serie de gran volumen, la tasa de defectos del producto sigue siendo alta, lo que aumenta significativamente los costes de reelaboración y desguace.
2. La escasa adaptabilidad de las fijaciones fijas restringe el tiempo de ciclo de la línea de producción.
Las estaciones de fijación tradicionales utilizan moldes de posicionamiento fijo dedicados a un único modelo de máquina, lo que da lugar a una escasa adaptabilidad. El sector de los robots aspiradores tiene una rápida velocidad de iteración de productos. Una vez que un nuevo modelo optimiza la estructura del chasis, el utillaje original se desecha directamente, lo que requiere el desarrollo y procesamiento de un nuevo molde. Durante el cambio de molde, toda la línea de montaje debe detenerse y esperar, lo que afecta gravemente a la eficiencia global de la producción.
3. Los procesos tradicionales de apriete manual no pueden cumplir los requisitos de inspección de calidad inteligente.
El apriete manual tradicional depende totalmente de la experiencia del operario para controlar la fuerza, ya que carece de funciones estandarizadas de ajuste del par y de módulos de adquisición de datos. Esto hace imposible adaptarse a procesos de apriete diferenciados para tornillos en distintas posiciones en un robot aspirador. Además, no se conservan datos durante la producción. Las inspecciones de calidad en línea no pueden verificar los parámetros de apriete de cada tornillo. Si un tornillo se afloja después del envío del producto, el final de la producción no puede rastrear los datos de la estación ni identificar la causa raíz, por lo que no cumple las refinadas normas de control de calidad y trazabilidad posventa del sector de los electrodomésticos inteligentes.
II. Solución específica in situ de Danikor mediante una servoapretadora de tornillos
Para abordar las dificultades de apriete en la línea de montaje del robot aspirador, Danikor adopta una solución completa que combina un atornillador eléctrico de posición fija con un módulo de servoapriete. Esta solución sustituye al apriete manual y resuelve los tradicionales problemas de producción en seis dimensiones: eficiencia, estructura, proceso, calidad, flexibilidad y datos.
Mejora de la eficacia del apriete, igualando el tiempo takt continuo de la línea de producción
El módulo utiliza un control de bucle cerrado de accionamiento servoeléctrico. En comparación con los módulos tradicionales accionados por cilindros neumáticos, el tiempo takt combinado para la alimentación y el apriete de los tornillos se mejora entre un 25% y un 30%. Ante el escenario de una fijación densa y multipunto en el chasis circular del robot, el módulo servo permite al atornillador eléctrico fijo cambiar de posición rápidamente, eliminando el tiempo perdido por el almacenamiento intermedio de arranque/parada del cilindro. El tiempo de fijación por chasis se reduce significativamente, y el ritmo de funcionamiento del equipo coincide con el tiempo takt de transporte de la línea.
Estructura aerodinámica y compacta que optimiza la disposición en estaciones estrechas
Tras la optimización estructural, la huella total del servomódulo se reduce en un 43% en comparación con los módulos de cilindros neumáticos tradicionales. La estación de montaje de robots aspiradores tiene un espacio limitado. El módulo compacto puede montarse directamente encima de la línea de montaje, sin necesidad de realizar grandes modificaciones en la estructura del bastidor, con el consiguiente ahorro de espacio.
Presión descendente flexible y ajustable, que elimina daños en la carcasa de plástico y las roscas de los tornillos
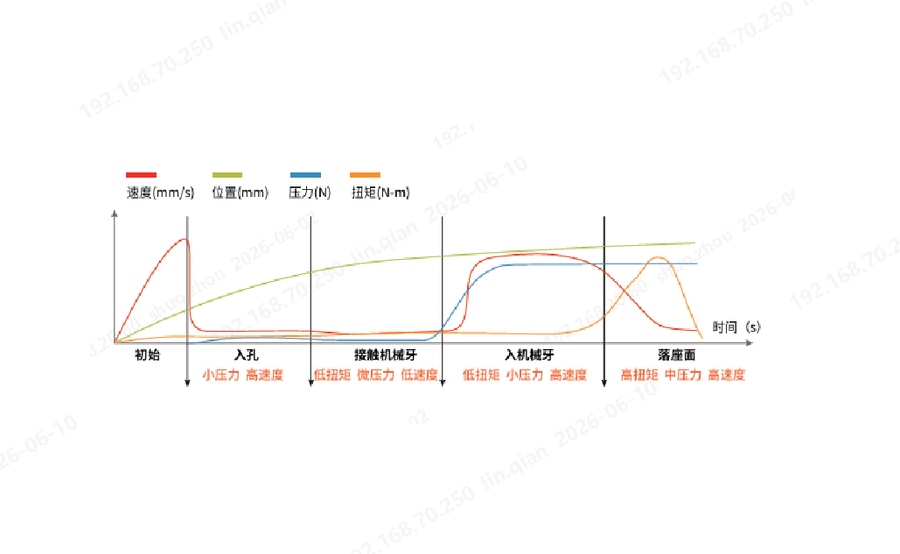
La presión descendente del módulo es controlable dinámicamente en tiempo real a lo largo del proceso, a diferencia del impacto rígido causado por los antiguos sistemas de presión de tipo muelle. El chasis del robot aspirador está fabricado en plástico ABS. Durante la fijación, el módulo ajusta la carga según una lógica segmentada: baja presión y alta velocidad para entrar en el orificio, seguidas de la presión objetivo para engranar la rosca. No se produce una carga de impacto instantánea durante todo el proceso, lo que evita eficazmente que se desguacen las roscas peladas y las carcasas agrietadas o aplastadas.
Control flexible de evitación de obstáculos, que se adapta a componentes a diferentes alturas dentro del chasis
El tubo de succión del tornillo puede detener la fijación en cualquier punto dentro de su carrera máxima de 250 mm, lo que permite evitar obstáculos de forma flexible. En el interior del chasis del robot, los componentes, como motores y condensadores, están dispuestos a distintas alturas, lo que provoca diferencias de altura significativas entre los puntos de fijación. La capacidad del módulo para evitar obstáculos le permite rodear automáticamente los componentes salientes de la pieza. Esto elimina la necesidad de componentes mecánicos adicionales en el eje Z para evitar obstáculos, lo que reduce los costes de hardware del equipo y simplifica el programa de control.
Supervisión de la prevención de errores de flotación (asiento), interceptación de defectos de tornillos flotantes aguas arriba
Aprovechando la función de detección de posición incorporada en el servo, el módulo puede supervisar la flotación anormal del tornillo (asiento incompleto) en tiempo real sin necesidad de un sensor de desplazamiento adicional. En la producción en serie de robots aspiradores, la flotación del tornillo es un defecto de calidad frecuente. El módulo recopila datos de posición en tiempo real durante la carrera de apriete. Si se detecta que un tornillo no está completamente asentado (flotante), el equipo emite inmediatamente una alarma y se detiene para rechazar la pieza defectuosa, reduciendo la salida de productos reelaborados en origen.
Sistema altamente integrado, que consigue un control de bucle cerrado con todos los datos del proceso
El servomódulo integra una unidad de recogida de todos los elementos clave: velocidad, posición, presión, par y tiempo. Combinado con el atornillador eléctrico fijo, forma una unidad de apriete integrada. Los datos de todo el proceso de apriete se almacenan en tiempo real y pueden conectarse sin problemas al sistema MES de la fábrica. El sistema conserva por completo la curva del proceso de apriete de cada tornillo individual, lo que compensa la falta de conservación de datos en el apriete manual. Esto cumple las normas de control de calidad para la trazabilidad del producto acabado y el diagnóstico de fallos posventa.
Además, cuando se producen iteraciones del producto o cambios de modelo, no es necesario desmontar ni ajustar la posición de montaje del atornillador eléctrico fijo. Sólo es necesario modificar el programa de coordenadas de movimiento del módulo dentro del sistema de servocontrol. Un único conjunto de equipos puede ser compatible con la producción de múltiples chasis circulares de diferentes especificaciones, eliminando los elevados costes de las paradas de la línea de producción para los cambios de utillaje tradicionales y el desarrollo repetido de moldes.
Las soluciones de automatización de apriete servo de alta precisión de Danikor se aplican profundamente en escenarios de montaje de pequeños electrodomésticos inteligentes. Además de la estación de fijación de chasis para robots aspiradores, esta solución puede adaptarse ampliamente a los procesos de fijación de diversos componentes irregulares y de precisión, como motores de accionamiento de aspiradoras, carcasas de control principal de pequeños electrodomésticos y dispositivos wearables inteligentes. Puede proporcionar a los fabricantes de electrodomésticos tanto equipos estandarizados como soluciones de apriete globales personalizadas no estandarizadas, ayudando a la automatización y actualización inteligente de las líneas de producción.





