Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
Cómo elegir la placa de decantación para el moldeo por inyección de metal (MIM)
{{{sourceTextContent.subTitle}}}
Placa de asentamiento para moldeo por inyección de metal (MIM)
{{{sourceTextContent.description}}}
El moldeo por inyección de polvos (PIM) es un proceso de fabricación de componentes centrado en la formación de componentes de formas complejas y alto rendimiento en cantidades de producción a partir de metales y cerámicas, moldeo por inyección de metales (MIM) y moldeo por inyección de cerámicas (CIM). Es una combinación de moldeo de plásticos y tecnología de polvos sinterizados.
Qué es el moldeo por inyección de metales (MIM)
El moldeo por inyección de metales (MIM) fusiona dos tecnologías consolidadas, el moldeo por inyección de plásticos y la pulvimetalurgia.
Esto libera a los diseñadores de las limitaciones tradicionales asociadas al intento de moldear acero inoxidable, hierro niquelado, cobre, titanio y otros metales.
La mayoría de las aleaciones de ingeniería más comunes pueden fabricarse mediante MIM, pero unas 30 aleaciones dominan las aplicaciones. Las aleaciones más populares son el acero inoxidable quirúrgico (llamado comúnmente 17-4 PH, o American Iron and Steel Institute 630 o AISI 630) y los aceros inoxidables austeníticos (AISI 304L y AISI 316L).
Cuál es el proceso de moldeo por inyección de metales
Paso 1: Materia prima
Se combinan polvos metálicos muy finos con aglutinantes termoplásticos y de cera en una receta precisa. Un proceso de composición patentado crea una materia prima granulada homogénea que puede moldearse por inyección como si fuera plástico.
Paso 2: Utillaje
La cavidad de la herramienta o molde para MIM se construye como una ampliación de la pieza final. El espacio ocupado por el aglutinante en la materia prima se aniquila mediante la sinterización. Esto se pone de manifiesto en que el componente final suele ser un 20% más pequeño que la cavidad de la herramienta.
Las herramientas MIM suelen ser de acero templado, como S7 o H13. Para herramientas de menor volumen o "puente" puede utilizarse P20; cuando se trata térmicamente, este acero tiene cierta resistencia al desgaste. Los aceros más duros se utilizan para el utillaje de grandes volúmenes de producción.
Paso 3: Moldeo
La materia prima se calienta y se inyecta en la cavidad de un molde a alta presión. Esto nos permite utilizar moldes de inyección para producir formas extremadamente complejas.
Una vez moldeado, el componente se denomina pieza "verde". Su geometría es idéntica a la de la pieza acabada, pero es un 20% más grande para tener en cuenta la contracción durante la fase final de sinterización.
Paso 4: Desligado
La eliminación del aglutinante (debinding) implica un proceso controlado para eliminar la mayor parte de los aglutinantes y preparar la pieza para el paso final: la sinterización.
Una vez completado el desbobinado, el componente se denomina "marrón"
Paso 5: Sinterización
La pieza marrón se mantiene unida por una pequeña cantidad de aglutinante y es muy frágil.
Durante la sinterización, la pieza se somete a temperaturas cercanas al punto de fusión del material.
¿Cuál es el punto de control clave en el proceso de sinterización?
Controlar el potencial de carbono es el punto clave en el proceso de sinterización del MIM, controlar el potencial de carbono mejorará los productos de mayor calidad y reducirá el coste de producción, mejorando la satisfacción del cliente y ampliando la penetración actual y futura del MIM en el mercado.
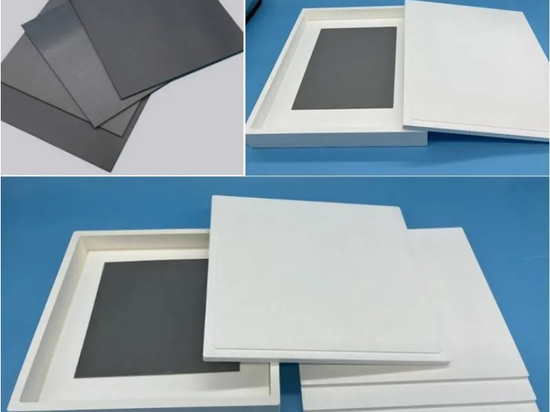
La placa de cerámica es la mejor opción en el proceso de sinterización para el moldeo por inyección de metal, hay materiales cerámicos elegir para la placa de cerámica MIM:
- Placa de cerámica de óxido de aluminio (Al2O3): menor coste y es la placa de cerámica más popular para el moldeo por inyección de metales, con una temperatura máxima de servicio de hasta 1600°C (en aire).
- Nitruro de boro (HBN) placa de cerámica: suave como el grafito llamado "grafito blanco", costo medio, larga vida útil, y se utiliza como placa de sinterización de alta temperatura hasta 2100 ° C (Inserte Gas).
- Placa de cerámica de nitruro de aluminio (AlN): La cerámica AlN es la base de las bajas diferencias laterales de temperatura y da como resultado una distribución térmica homogénea dentro de los componentes de sinterización.
Cómo elegir la placa de cerámica adecuada para MIM
Como placas de sinterización, las cerámicas de alúmina, nitruro de boro y nitruro de aluminio ofrecen ventajas decisivas sobre las placas de sinterización convencionales fabricadas con materiales como el grafito o el tungsteno. Esto permite procesar componentes de sinterización de alta precisión de forma eficiente en términos de energía y costes.
Las bandejas de sinterización de cerámica y las placas de asentamiento ayudan a disponer y fijar de forma óptima las piezas moldeadas en un horno de sinterización para evitar deformaciones marrones de las piezas durante el proceso de cocción.
Rugosidad
La menor rugosidad de la superficie garantiza un deslizamiento óptimo de las piezas moldeadas. La superficie lisa y sin partículas también protege las piezas de la contaminación de las placas de asentamiento.
Conductividad térmica
La alta conductividad térmica de la cerámica de alúmina, nitruro de boro y, especialmente, de nitruro de aluminio es la base de las bajas diferencias laterales de temperatura y da lugar a una distribución térmica homogénea dentro de los componentes de sinterización. Otra ventaja añadida es la excelente resistencia al choque térmico, que permite ciclos de cocción más rápidos.
Alta resistencia térmica
Esto tiene un efecto positivo en la eficiencia energética de los procesos de cocción. Los materiales de alta resistencia térmica, como la cerámica avanzada, dan lugar a espesores menores de las placas de asentamiento, lo que mejora la eficiencia energética porque hay menos lastre térmico. Además, las placas de revestimiento cerámicas también pueden utilizarse a temperaturas muy superiores a 2100°C.
Superficies inertes
La cerámica avanzada hace obsoleto el uso de agentes desmoldeantes o capas protectoras como los revestimientos, ya que no se producen reacciones de contacto con los metales. Por tanto, estas placas de incrustación también tienen una larga vida útil y no requieren reacondicionamiento. Por ejemplo, los metales fundidos no pueden mojar la cerámica de nitruro de aluminio. El nitruro de aluminio y la alúmina ultrapura (> 99%) pueden utilizarse tanto en atmósferas de gas protector como en atmósferas de reducción. También son estables en atmósferas reactivas y en atmósferas de hidrógeno.
Gran estabilidad mecánica
Esta propiedad, unida a su baja capacidad térmica, no sólo se traduce en un menor peso con un volumen de bandeja reducido, sino que también retiene muy poco calor residual durante el proceso de enfriamiento. Esto repercute positivamente en el consumo de energía durante la cocción.
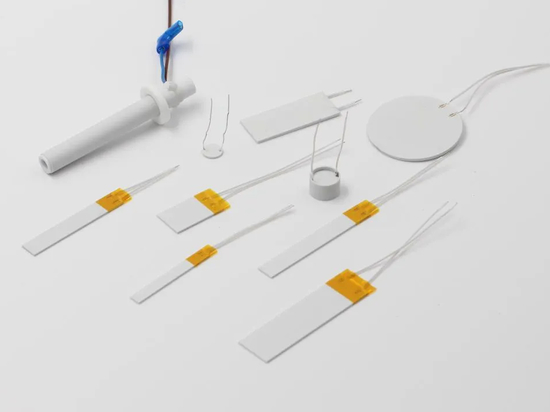
Las dimensiones máximas, como 350 x 350 mm con HBN, permiten una alta densidad de empaquetado. Estas placas de sinterización pueden apilarse, a petición con cavidades integradas, garantizando así una carga rápida y eficaz del horno de sinterización. De este modo se aprovecha al máximo el volumen del horno y el gasto energético, lo que se traduce en un proceso de sinterización energéticamente optimizado.
Las placas de sinterización de cerámica pueden utilizarse en moldeo por inyección de cerámica (CIM), moldeo por inyección de metal (MIM) y cerámica cocida a baja temperatura (LTCC). Las escotaduras y los diseños personalizados son otras opciones rentables que están disponibles bajo pedido.