Ver traducción automática
Esta es una traducción automática. Para ver el texto original en inglés haga clic aquí
#Novedades de la industria
{{{sourceTextContent.title}}}
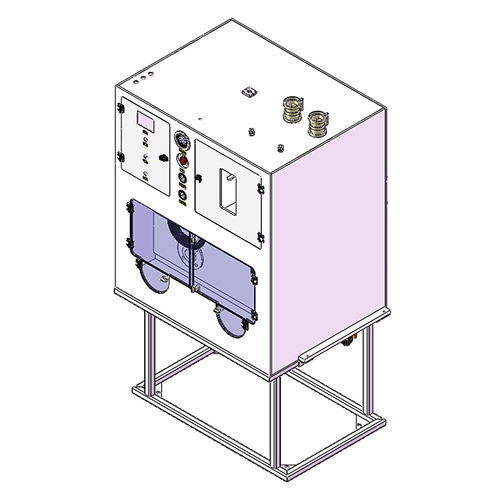
Los mejores armarios para productos químicos líquidos destinados al manejo de ácidos, disolventes y suspensiones de CMP
{{{sourceTextContent.subTitle}}}
Fabricante de armarios para productos químicos líquidos
{{{sourceTextContent.description}}}
Introducción
La fabricación moderna de semiconductores, la producción fotovoltaica, los laboratorios avanzados, las instalaciones farmacéuticas y los procesos químicos de precisión dependen del almacenamiento seguro y la distribución controlada de productos químicos líquidos peligrosos. Desde ácidos concentrados y disolventes inflamables hasta lodos abrasivos para CMP (planarización químico-mecánica), cada sustancia química requiere un equipo de manipulación específico diseñado para garantizar la seguridad, la pureza, la eficiencia operativa y el cumplimiento de la normativa.
Las cabinas para productos químicos líquidos se han convertido en un componente esencial de los sistemas automatizados de suministro de productos químicos. En lugar de servir como simples recintos de almacenamiento, las cabinas para productos químicos líquidos de alto rendimiento actuales integran detección de fugas, monitorización de la presión, ventilación, funciones de apagado automático, compatibilidad química y sistemas de control inteligentes que reducen significativamente los riesgos operativos al tiempo que mejoran la productividad de la fabricación.
Para seleccionar el mejor armario para productos químicos líquidos es necesario comprender las características de los diferentes productos químicos, la compatibilidad de los materiales de construcción, el nivel de automatización, los requisitos medioambientales y la futura expansión de la producción.
Este artículo analiza los principios clave de diseño, las aplicaciones, las características de seguridad y los criterios de selección de los armarios para productos químicos líquidos diseñados específicamente para el manejo de productos químicos ácidos, disolventes inflamables y suspensiones de CMP.
fabricantes de armarios para gases especiales
fabricantes de armarios para gases especiales
¿Qué es un armario para productos químicos líquidos?
Un armario para productos químicos líquidos es un sistema cerrado de ingeniería diseñado para almacenar, supervisar y distribuir de forma segura los productos químicos peligrosos utilizados en los procesos de fabricación industrial. A diferencia de los armarios de almacenamiento convencionales, los armarios para productos químicos controlan activamente el suministro de los productos químicos, al tiempo que protegen a los operarios y a los equipos de producción.
Un armario para productos químicos líquidos típico incluye:
Compartimento de almacenamiento de productos químicos
Tuberías de doble contención
Válvulas neumáticas o eléctricas
Sensores de detección de fugas
Instrumentos de control de presión
Dispositivos de control de caudal
Corte automático de emergencia
Interfaces de ventilación
Sistema de control PLC
Interfaz hombre-máquina (HMI)
Sistemas de alarma y monitorización
El armario actúa como interfaz entre los contenedores de productos químicos y los equipos de proceso posteriores, al tiempo que minimiza la exposición del operador.
Por qué son necesarios los armarios especializados
Los distintos productos químicos de proceso presentan características físicas y químicas únicas.
Algunos ejemplos son:
Productos químicos ácidos
Entre los ácidos más comunes utilizados en la industria de los semiconductores se incluyen:
Ácido sulfúrico (H₂SO₄)
Ácido fluorhídrico (HF)
Ácido clorhídrico (HCl)
Ácido nítrico (HNO₃)
Ácido fosfórico (H₃PO₄)
Estos productos químicos son altamente corrosivos y requieren materiales en contacto con el producto resistentes a la corrosión.
Disolventes orgánicos
Entre los disolventes típicos se incluyen:
IPA (alcohol isopropílico)
Acetona
PGMEA
Etanol
Metanol
NMP
Los disolventes presentan riesgos de incendio debido a sus bajos puntos de inflamación y requieren medidas de prevención de explosiones y ventilación.
Suspensiones de CMP
Las suspensiones de CMP se utilizan ampliamente durante el pulido de obleas semiconductoras.
Entre sus características se incluyen:
Nanopartículas abrasivas
Alto contenido en sólidos
Tendencia a la sedimentación
Alta viscosidad
Distribución granulométrica sensible
Las cabinas para suspensiones de CMP requieren sistemas de circulación especializados que eviten la sedimentación de partículas al tiempo que mantienen un flujo estable.
Aplicaciones en múltiples sectores
Las cabinas para productos químicos líquidos se utilizan ampliamente en:
Fabricación de semiconductores
Bancos húmedos
Herramientas de grabado
Equipos de limpieza
Sistemas CMP
Recubrimiento con fotorresist
Pulido químico-mecánico
Limpieza de obleas
Fabricación de pantallas planas
Las cabinas para productos químicos suministran:
Agentes de grabado
Productos químicos de limpieza
Reveladores
Fotoresinas
Fabricación de células solares
La producción fotovoltaica requiere:
HF
HNO₃
KOH
Agentes de limpieza
Productos químicos para el tratamiento de superficies
Industria farmacéutica
Las aplicaciones incluyen:
Disolventes de alta pureza
Ácidos de proceso
Productos químicos de limpieza
Soluciones tampón
Laboratorios químicos
Las instalaciones de investigación requieren un almacenamiento y un suministro seguros de:
Reactivos analíticos
Líquidos corrosivos
Disolventes orgánicos
Productos químicos de alta pureza
Características esenciales de diseño
1. Compatibilidad química
La selección de materiales es la base de la fiabilidad de las vitrinas.
Entre los materiales de construcción habituales se incluyen:
Para productos químicos ácidos
PVDF
PTFE
PFA
HDPE
PP
Tubos revestidos de PTFE
Estos materiales ofrecen una resistencia excepcional a la corrosión.
Para disolventes
Entre los materiales compatibles se incluyen:
Acero inoxidable 316L
PTFE
PFA
PVDF
Juntas de Viton
Juntas de Kalrez
La compatibilidad de los materiales debe verificarse siempre en función del producto químico utilizado.
Para lodos de CMP
Los componentes compatibles con los lodos deben incluir:
Superficies internas lisas
Materiales que generen pocas partículas
Bombas resistentes al desgaste
Trazado de tuberías que evite la sedimentación
2. Detección de fugas
La detección de fugas es una de las funciones de seguridad más importantes.
Los sistemas modernos suelen incorporar:
Bandejas de recogida de fugas en la parte inferior
Sensores ópticos de fugas
Sensores de conductividad
Sensores específicos para cada producto químico
Monitorización continua
Cuando se detecta una fuga, la cabina automáticamente:
Detiene el suministro de productos químicos
Cierra las válvulas neumáticas
Activa las alarmas
Envía notificaciones remotas
3. Sistema de ventilación
Los vapores peligrosos nunca deben acumularse en el interior de la cabina.
Los sistemas de ventilación proporcionan:
Extracción continua
Funcionamiento a presión negativa
Eliminación de vapores
Reducción de la corrosión
Mayor seguridad para el operador
El flujo de aire suele estar conectado al sistema de extracción de la instalación.
4. Doble contención
La mayoría de las instalaciones de semiconductores requieren tuberías con doble contención.
Entre sus ventajas se incluyen:
Protección secundaria contra fugas
Protección del medio ambiente
Mantenimiento más sencillo
Cumplimiento de las normas de seguridad para semiconductores
La contención exterior captura las fugas procedentes de la tubería principal del proceso.
5. Control de la presión
Una presión estable garantiza un suministro fiable de productos químicos.
Los sensores de presión controlan continuamente:
La presión del depósito
La presión de descarga de la bomba
La presión de la línea de proceso
La presión diferencial
Las condiciones anómalas activan alarmas automáticas.
6. Control del caudal
Los caudalímetros verifican el suministro de productos químicos.
Entre sus funciones se incluyen:
Verificación del caudal
Control del consumo
Optimización del proceso
Registro de lotes
Detección temprana de obstrucciones
Diseño de armarios para productos químicos ácidos
Los armarios para productos químicos ácidos requieren una protección mejorada contra la corrosión.
Entre sus características típicas se incluyen:
Estructura del armario de polipropileno
Tuberías de PVDF
Válvulas de PTFE
Bombas resistentes a los ácidos
Sensores resistentes a la corrosión
Conductos de ventilación resistentes a los productos químicos
Los sistemas de ácido fluorhídrico suelen requerir materiales específicos, ya que el HF ataca al vidrio y a muchos metales.
Una segregación adecuada evita que se mezclen productos químicos incompatibles.
Diseño de armarios para disolventes
Los armarios para disolventes inflamables se centran en la prevención de la ignición.
Entre los elementos de diseño importantes se incluyen:
Componentes eléctricos a prueba de explosiones
Sistemas de puesta a tierra
Protección contra descargas estáticas
Monitorización de la ventilación
Juntas resistentes a los disolventes
Integración de sistemas de detección de incendios
El apagado automático minimiza los riesgos de incendio si se producen condiciones anómalas.
Diseño de armarios para lodos de CMP
Los lodos de CMP plantean retos de ingeniería únicos.
A diferencia de los líquidos puros, los lodos contienen partículas abrasivas que se sedimentan durante el almacenamiento.
Por lo tanto, los armarios avanzados para lodos incluyen:
Circulación continua
La recirculación continua mantiene una distribución uniforme de las partículas.
Diseño de bombas de acción suave
Las bombas de bajo cizallamiento evitan el daño a las partículas al tiempo que mantienen la estabilidad del caudal.
Tuberías sin tramos muertos
La eliminación de las zonas de estancamiento reduce la acumulación de sedimentos.
Control de caudal de precisión
Un caudal estable garantiza una calidad constante en el pulido de las obleas.
Monitorización de partículas
Algunos sistemas avanzados incluyen la monitorización de la concentración de partículas para mejorar la consistencia del proceso.
Automatización inteligente
Las modernas cabinas de productos químicos líquidos son cada vez más compatibles con la fabricación de la Industria 4.0.
Las funciones de automatización incluyen:
Control mediante PLC
Gestión de recetas
Interfaz hombre-máquina (HMI) con pantalla táctil
Secuenciación automática de válvulas
Monitorización del nivel de productos químicos
Control de bombas
Registro de datos
Historial de alarmas
Diagnóstico remoto
Comunicación por Ethernet
La integración con los sistemas de ejecución de fabricación (MES) permite una supervisión centralizada.
Características de seguridad
Los armarios para productos químicos de gama alta integran múltiples niveles de protección.
Las funciones de seguridad habituales incluyen:
Botón de parada de emergencia
Detección de fugas
Protección contra sobrepresión
Alarmas de baja presión
Alarmas de nivel de productos químicos
Enclavamiento de puertas
Monitorización de la ventilación
Interfaz de alarma contra incendios
Detección de gases (cuando proceda)
Parada automática de emergencia
Estos sistemas reducen considerablemente la probabilidad de que se produzcan incidentes con productos químicos.
Protección medioambiental
La normativa medioambiental es cada vez más estricta.
Las cabinas modernas contribuyen a la sostenibilidad medioambiental al:
Evitar fugas de productos químicos
Reducir las emisiones de vapores
Minimizar los residuos químicos
Favorecer el reciclaje de productos químicos
Reducir los requisitos de mantenimiento
Mejorar la eficiencia en el uso de los productos químicos
Muchas instalaciones también integran sistemas de contención de derrames debajo de las cabinas para ofrecer una protección adicional.
Consideraciones de mantenimiento
El mantenimiento rutinario ayuda a maximizar la fiabilidad de los equipos.
Las tareas de mantenimiento recomendadas incluyen:
Inspeccionar los tubos y los racores
Verificar la calibración de los sensores
Probar el apagado de emergencia
Comprobar el flujo de aire de ventilación
Limpiar las bandejas de recogida de fugas
Sustituir las juntas desgastadas
Inspeccionar las bombas
Verificar la precisión de la presión
Probar los sistemas de comunicación
Revisar el historial de alarmas
El mantenimiento preventivo reduce significativamente los tiempos de inactividad inesperados.
Elección del mejor armario para productos químicos líquidos
A la hora de seleccionar un armario, los fabricantes deben evaluar varios factores técnicos.
Compatibilidad química
Todos los componentes en contacto con el líquido deben ser compatibles con el producto químico previsto.
Requisitos del proceso
Determinar:
Caudal requerido
Presión de funcionamiento
Temperatura
Nivel de pureza
Viscosidad del producto químico
Nivel de automatización
Considere si el sistema requiere:
Funcionamiento manual
Control semiautomático
Suministro de productos químicos totalmente automático
Normas de seguridad
Verifique el cumplimiento de las normas aplicables, tales como:
Directrices SEMI
Homologaciones FM (cuando proceda)
Certificación CE
Gestión de la calidad según la norma ISO 9001
Normativa local en materia de incendios y medio ambiente
Ampliación futura
Los diseños modulares de los armarios simplifican las futuras actualizaciones a medida que aumenta la capacidad de producción.
Ventajas de los armarios para productos químicos líquidos de alta calidad
Invertir en armarios para productos químicos líquidos diseñados a medida ofrece numerosas ventajas.
Mayor seguridad
Los múltiples sistemas de protección minimizan los riesgos para el personal y las instalaciones.
Mayor pureza de los productos químicos
Los materiales de alta pureza reducen la contaminación durante el trasvase de productos químicos.
Mayor productividad
El funcionamiento automatizado reduce la intervención manual y aumenta la eficiencia de la producción.
Costes de mantenimiento reducidos
Los componentes fiables prolongan la vida útil y reducen los gastos de funcionamiento.
Mayor estabilidad del proceso
La estabilidad de la presión y el caudal mejora la uniformidad de la fabricación.
Cumplimiento normativo
El diseño adecuado de las cabinas facilita el cumplimiento de los requisitos medioambientales y de seguridad laboral.
Menor coste total de propiedad
Aunque los sistemas de gama alta requieren una inversión inicial mayor, la mayor fiabilidad, la reducción del tiempo de inactividad y la mayor vida útil de los equipos suelen traducirse en menores costes operativos a lo largo de su vida útil.
Tendencias futuras en la tecnología de los armarios para productos químicos líquidos
A medida que la tecnología de semiconductores avanza hacia nodos de proceso más pequeños y una mayor eficiencia en la producción, los armarios para productos químicos líquidos siguen evolucionando.
Entre las tendencias emergentes se incluyen:
Mantenimiento predictivo asistido por IA
Integración de gemelos digitales para la simulación de procesos
Monitorización remota mediante el IoT
Análisis en tiempo real del consumo de productos químicos
Gestión automática del inventario
Algoritmos inteligentes de predicción de fugas
Ciberseguridad mejorada para equipos conectados
Bombas y sistemas de control energéticamente eficientes
Diseños modulares para una rápida puesta en marcha
Mayor compatibilidad con procesos químicos de pureza ultraalta
Estas innovaciones permiten a los fabricantes mejorar la eficiencia operativa al tiempo que cumplen con unas normas de seguridad, medioambientales y de calidad cada vez más exigentes.
Reguladores de presión de gas de pureza ultraalta y alto caudal
Reguladores de presión de gas de pureza ultraalta y alto caudal
Conclusión
Las cabinas para productos químicos líquidos ya no son simples recintos de almacenamiento, sino sistemas inteligentes y críticos para la seguridad que desempeñan un papel fundamental en las operaciones modernas de manipulación de productos químicos. Ya sea para gestionar ácidos altamente corrosivos, disolventes orgánicos inflamables o lodos de CMP sensibles a las partículas, la cabina adecuada garantiza un almacenamiento seguro, un suministro preciso de productos químicos y una producción ininterrumpida.
Los mejores armarios para productos químicos líquidos combinan materiales químicamente compatibles, detección avanzada de fugas, ventilación robusta, automatización inteligente y enclavamientos de seguridad integrales para proteger al personal, los equipos y el medio ambiente. En sectores como la fabricación de semiconductores, la energía fotovoltaica, la industria farmacéutica y la investigación avanzada, estos sistemas contribuyen directamente a una mayor estabilidad de los procesos, una mejor calidad del producto y unos menores costes operativos.
A medida que la fabricación sigue adoptando la digitalización y la automatización, las cabinas para productos químicos líquidos de próxima generación ofrecerán niveles aún mayores de inteligencia, mantenimiento predictivo y gestión remota. Elegir hoy una solución bien diseñada, escalable y que cumpla con las normas no solo satisface los requisitos de producción actuales, sino que también proporciona una base sólida para la expansión futura, lo que la convierte en una inversión estratégica para cualquier instalación que maneje productos químicos líquidos peligrosos.
Para obtener más información sobre los mejores armarios para productos químicos líquidos destinados a la manipulación de ácidos, disolventes y suspensiones de CMP, puede visitar la página web de Jewellok en https://www.specialtygasregulator.com/product-category/specialty-gas-cabinet/.